Krótki przewodnik: Kalibracja natężenia przepływu w programie OrcaSlicer za pomocą obiektywnych metod

Frustracja związana z „subiektywną” kalibracją przepływu w OrcaSlicer? Ten krótki przewodnik pomoże Ci pozbyć się zgadywania i obiektywnie opanować przepływ, aby uzyskać perfekcyjne wydruki.
Dlaczego przepływ ma znaczenie (wersja krótka)
Przepływ (mnożnik wytłaczania, EM) kontroluje, ile filamentu wytłacza dysza. Zrób to dobrze, a wydruki będą mocne, dokładne wymiarowo i gładkie. Zrób to źle, a napotkasz problemy takie jak:
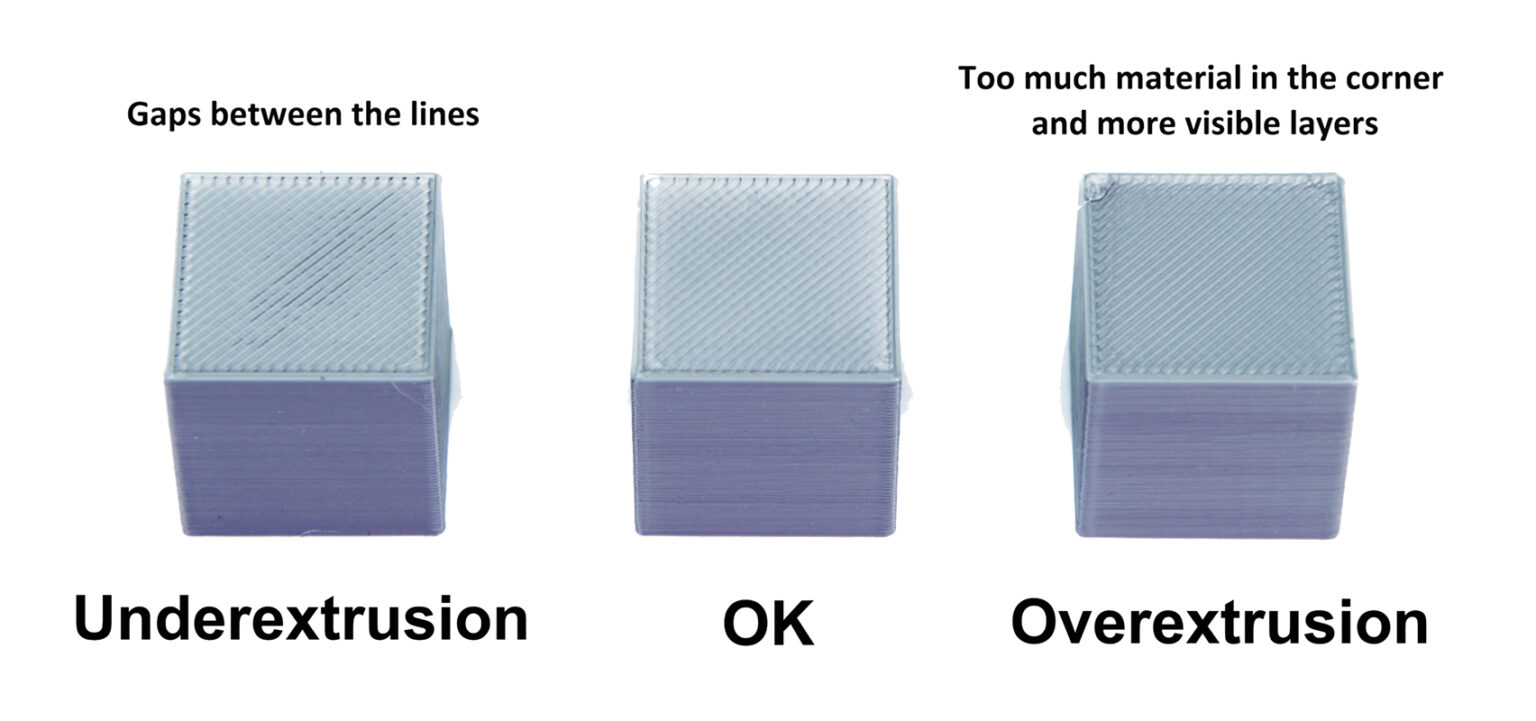
- Nadmierne wytłaczanie: Marnowanie materiału, plamy, nitkowanie, szorstkie powierzchnie, osłabione części.
- Niedostateczne wytłaczanie: Szczeliny, słabe warstwy, słabe wykończenie powierzchni, dziury.
 Źródło: pomoc.prusa3d.com
Źródło: pomoc.prusa3d.com
Problem z „oglądaniem” testów OrcaSlicer
Wielu z nas próbuje wizualnie sprawdzić płytki kalibracyjne OrcaSlicer, aby znaleźć „najgładszą”. Częsta skarga? „Wszystkie moje płytki wyglądają identycznie!” To nie jest twoja wina; to dlatego, że:
- Ludzkie oczy mają problemy: Trudno dostrzec drobne różnice.
- Ukryte problemy: Problemy mechaniczne (luźny portal) lub inne ustawienia slicera (maksymalna prędkość objętościowa) mogą maskować rzeczywiste zmiany przepływu. Jeśli drukarka nie może fizycznie wytłoczyć zadanej ilości lub sam kod G testowy jest wadliwy, różnice wizualne nie pojawią się.
Oznacza to, że potrzebujemy podejścia ilościowego.
Obiektywne rozwiązanie: kalibracja oparta na pomiarach
Aby dokładnie określić szybkość przepływu, posłużymy się pomiarami.
1. Podstawowe wymagania wstępne (nie pomijaj ich!)
Przede wszystkim upewnij się, że te ustawienia są prawidłowe:
- Najpierw skalibruj E-Steps: Twój ekstruder musi przesuwać dokładnie zadaną ilość filamentu. Nieprawidłowa wartość E-step wprowadza stały błąd, który rujnuje każdą kalibrację szybkości przepływu. Zapoznaj się z tym szczegółowym przewodnikiem krok po kroku, dostępnym pod adresem Wszystkie3DP.
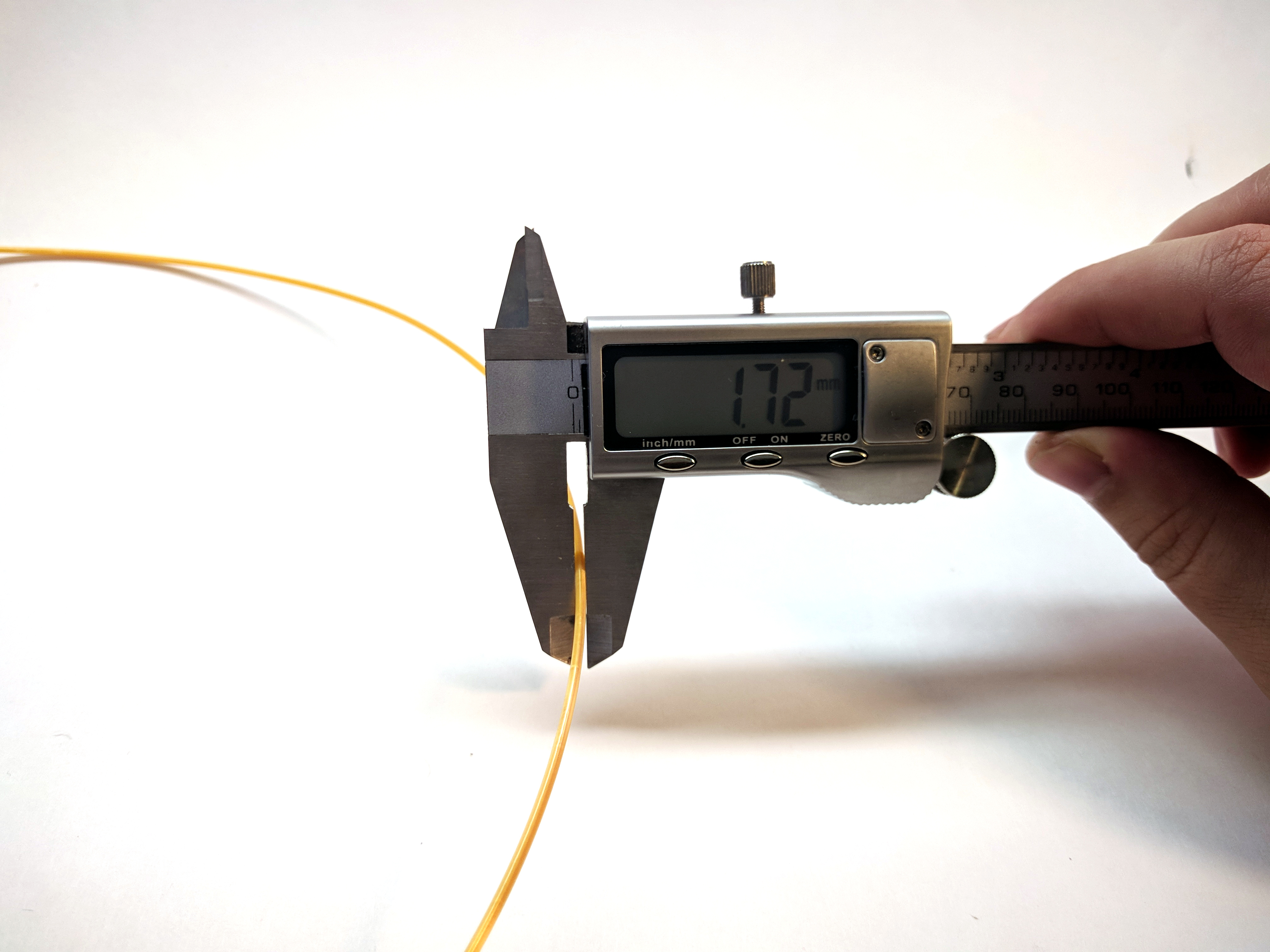
- Zmierz średnicę filamentu: Średnica filamentu może się różnić. Zmierz filament w wielu miejscach za pomocą suwmiarki (np. 5 pomiarów w odst�ępach 10 cm) i wprowadź średnią do OrcaSlicer w ustawieniach filamentu. Usuwa to ukrytą zmienną wpływającą na przepływ.
 Źródło: pl
Źródło: pl
2. Test kostki jednościennej
To jest najbardziej niezawodna metoda. Wydrukujesz pustą, jednościenną kostkę i dokładnie zmierzysz jej grubość.
Konfigurowanie OrcaSlicer do testu
- Pobierz plik STL kostki testowej z pojedynczą ścianką (np. Kostki kalibracyjne autorstwa Maxa na Printables.com).
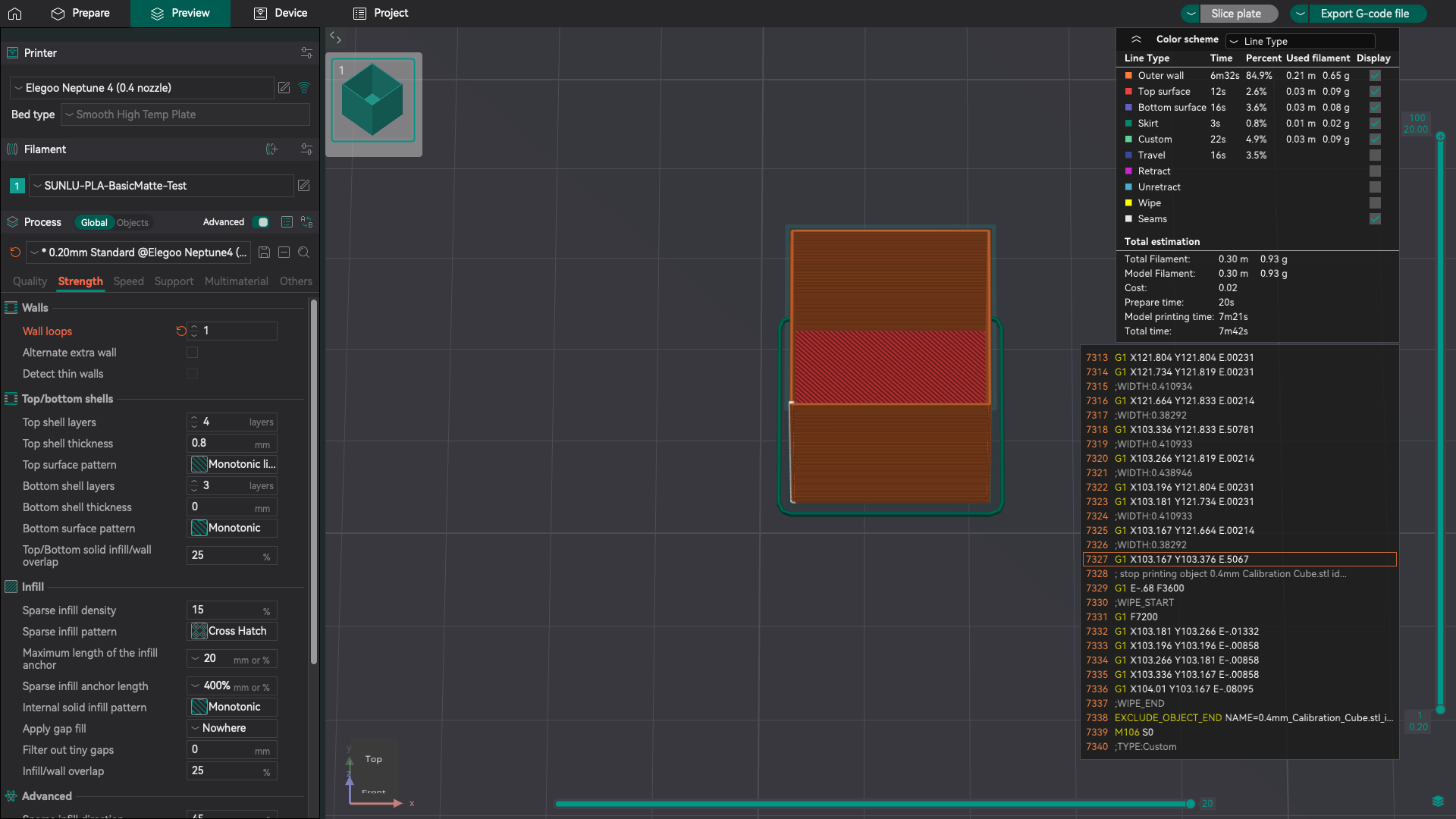
- W OrcaSlicer ustaw następujące kluczowe ustawienia drukowania:
- Wysokość warstwy: Typowa wysokość warstwy drukowania (np. 0,2 mm).
- Obwody/pętle ścienne: Ustaw na 1. Sprawdź w podglądzie!
- Górne warstwy: Ustaw na 0.
- Wypełnienie: Ustaw na 0%.
- Tryb wazonu (spiralizowanie): Często włączany dla tego testu (zwykle działa dobrze w OrcaSlicer).
- Szerokość linii (szerokość ekstruzji): KRYTYCZNA. Ustaw ją tak, aby dokładnie odpowiadała średnicy dyszy (np. 0,4 mm dla dyszy 0,4 mm).
- Prędkość drukowania: Użyj normalnej prędkości drukowania ściennego.
- Początkowa szybkość przepływu: Ustaw na 1,0 (100%) w ustawieniach filamentu dla tego wydruku testowego.
- Pokrój i wydrukuj kostkę
Precyzyjny pomiar
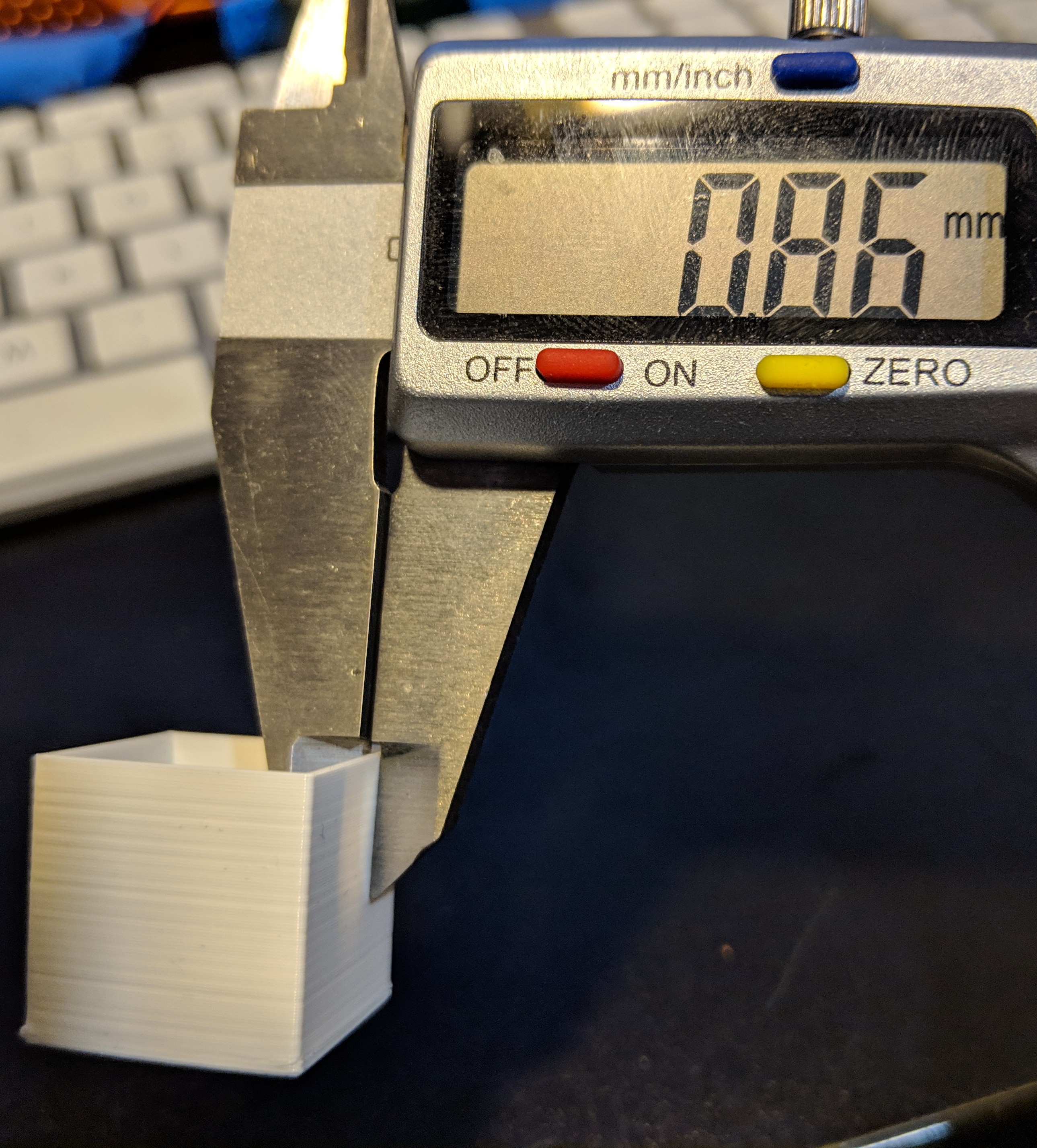
Po ostygnięciu usuń wydruk. Użyj dokładnego suwmiarki cyfrowej lub mikrometru. Wykonaj wiele pomiarów (np. trzy na ścianę, wszystkie cztery ściany) w kierunku środka ścian. Unikaj narożników lub pierwszej/ostatniej warstwy, ponieważ mogą być niedokładne. Uśrednij te pomiary, aby uzyskać wiarygodny wynik.
 Źródło: 3dprinting.stackexchange.com
Źródło: 3dprinting.stackexchange.com
Oblicz swój nowy współczynnik przepływu
Użyj tego wzoru:
Nowa szybkość przepływu = (Docelowa grubość ścianki / Średnia zmierzona grubość ścianki) * Aktualna szybkość przepływu
- Grubość ściany docelowej: To, co ustawiłeś w OrcaSlicer (np. 0,4 mm).
- Średnia zmierzona grubość ściany: To, co właśnie zmierzyłeś.
- Bieżąca szybkość przepływu: To, co użyłeś do testu (1,0 lub 100%).
Przykład: Cel: 0,4 mm, Zmierzony: 0,42 mm, Aktualny przepływ: 1,0 Nowa szybkość przepływu = (0,40 / 0,42) * 1,0 = 0,952
Udoskonalanie iteracyjne
Zaktualizuj swój profil filamentu w OrcaSlicer za pomocą nowego współczynnika przepływu. Następnie wydrukuj ponownie kostkę o pojedynczej ściance i zmierz ponownie. Powtarzaj, aż zmierzona grubość ścianki będzie bardzo zbliżona do docelowej. Staraj się, aby odchylenie było mniejsze niż 3%, aby uzyskać precyzję.
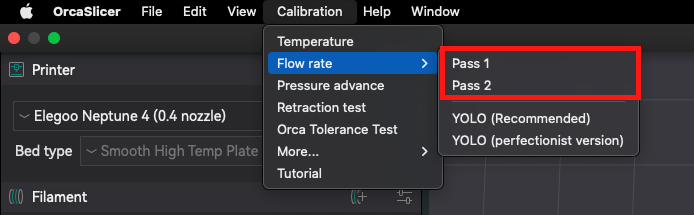
Szybkie wskazówki dotyczące wbudowanych testów OrcaSlicer
Nawet jeśli wolisz kostkę jednościenną, zrozumienie wbudowanych testów „Pass 1” i „Pass 2” OrcaSlicer może pomóc. Różnią się one szybkością przepływu w różnych kafelkach, co możesz obiektywnie ocenić.
 Źródło: obico.io
Źródło: obico.io
Poza wizualną gładkością: Szukaj:
- Brak widocznych przerw (niedostateczne wytłaczanie).
- Brak nadmiernego nagromadzenia materiału lub szorstkości (nadmierne wytłaczanie).
- Przytrzymaj światło, aby dostrzec drobne przerwy między liniami.
Rozwiązywanie problemów z „identycznymi kafelkami”: Ten powszechny problem sygnalizuje głębsze problemy:
- Niska maksymalna prędkość objętościowa (MVS): Jeśli MVS w profilu filamentu jest zbyt niska, ogranicza przepływ przez wszystkie kafelki. Zwiększ ją.
- Prędkość drukowania: Tymczasowe spowolnienie prędkości drukowania testowego może ujawnić różnice, jeśli MVS ogranicza.
- Problemy mechaniczne: Luźne nakrętki portalu, uszkodzone dysze lub nieprawidłowe kroki E mogą ukryć wahania przepływu.
- Resetuj profile: Czasami ponowne utworzenie profilu OrcaSlicer od podstaw może rozwiązać dziwne problemy.
Poza podstawowym przepływem: Zaawansowane rozważania
- Kalibracja objętościowego natężenia przepływu (maksymalny przepływ): Określa maksymalną wydajność topienia hotendu (mm³/s). Kalibracja ustawia limit prędkości dla drukarki bez niedostatecznego wytłaczania. OrcaSlicer ma wbudowany test „maksymalnego natężenia przepływu”. Więcej informacji na temat testu maksymalnej prędkości objętościowej można znaleźć w inny przewodnik!
- Kalibracja wyprzedzenia ciśnienia (współczynnik K): To ustawienie oprogramowania układowego zapobiega wybrzuszaniu narożników i szczelin poprzez regulację wytłaczania wokół zmian prędkości. Istotne dla ostrych szczegółów. Można również zapoznać się z ten przewodnik, aby przeprowadzić kalibrację wyprzedzenia ciśnienia.
Wniosek
Obiektywna kalibracja przepływu jest kluczowa dla wyjątkowych wydruków 3D. Priorytetem jest kalibracja E-step, dokładne pomiary średnicy filamentu i test kostki jednościennej, co pozwoli Ci uzyskać precyzję. Gdy wbudowane testy OrcaSlicer wydają się zablokowane, pamiętaj o sprawdzeniu MVS i integralności mechanicznej. Przyjmij dostrajanie oparte na danych, a odblokujesz pełny potencjał swojej drukarki!
Also available in: Deutsch | English | Español | Français | Italiano | Nederlands | Português | Русский