Guida rapida: calibrazione della portata in OrcaSlicer con metodi oggettivi

Frustrato dalla calibrazione "soggettiva" della portata in OrcaSlicer? Questa guida rapida ti aiuterà a eliminare le congetture e a gestire oggettivamente la portata per stampe sempre perfette.
Perché la portata è importante (versione breve)
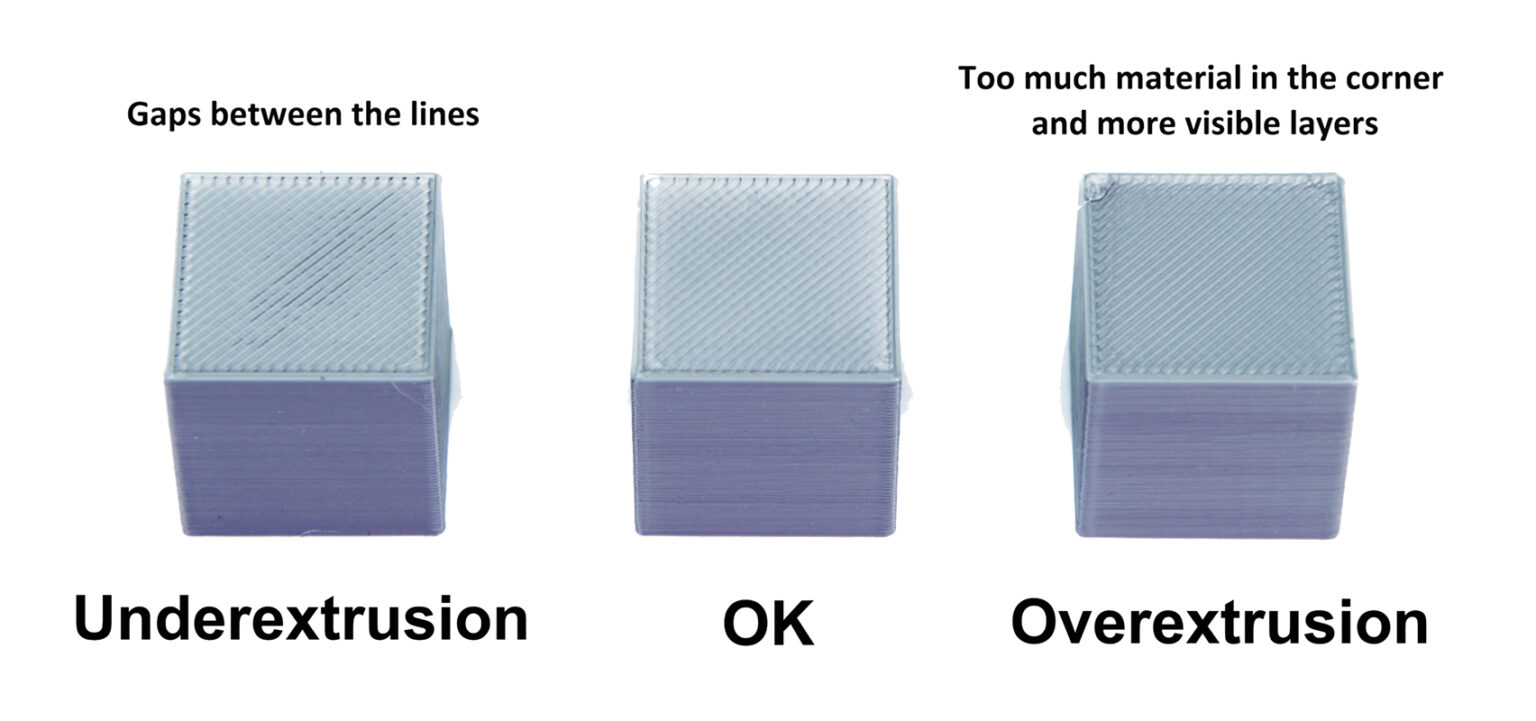
La portata (moltiplicatore di estrusione, EM) controlla la quantità di filamento estruso dall'ugello. Se la si imposta correttamente, le stampe saranno resistenti, dimensionalmente precise e lisce. Se la si imposta in modo errato, si incontreranno problemi come:
- Sovrasovraestrusione: materiale di scarto, grumi, filamenti, superfici ruvide, parti indebolite.
- Sottoestrusione: fessure, strati deboli, scarsa finitura superficiale, fori.
 Fonte: help.prusa3d.com
Fonte: help.prusa3d.com
Il problema con i test "a occhio" di OrcaSlicer
Molti di noi cercano di ispezionare visivamente le tile di calibrazione di OrcaSlicer per trovare quella "più liscia". La lamentela più comune? "Tutte le mie tile sembrano identiche!". Non è colpa tua; è perché:
- L'occhio umano ha difficoltà: È difficile vedere piccole differenze.
- Problemi nascosti: Problemi meccanici (gantry allentato) o altre impostazioni dello slicer (velocità volumetrica massima) possono mascherare le effettive variazioni di flusso. Se la stampante non riesce fisicamente a estrudere la quantità richiesta, o se il G-code di prova stesso è difettoso, le differenze visive non saranno visibili.
Ciò significa che abbiamo bisogno di un approccio quantitativo.
La soluzione oggettiva: calibrazione basata sulla misurazione
Per definire con precisione la portata, utilizzeremo delle misurazioni.
1. Prerequisiti essenziali (da non saltare!)
Prima di tutto, assicurati che siano impostati i seguenti parametri:
- Calibra prima gli E-Step: L'estrusore deve spostare l'esatta quantità di filamento richiesta. Un valore E-Step errato introduce un errore costante che compromette qualsiasi calibrazione della portata. Consulta questa guida dettagliata passo passo tramite All3DP.
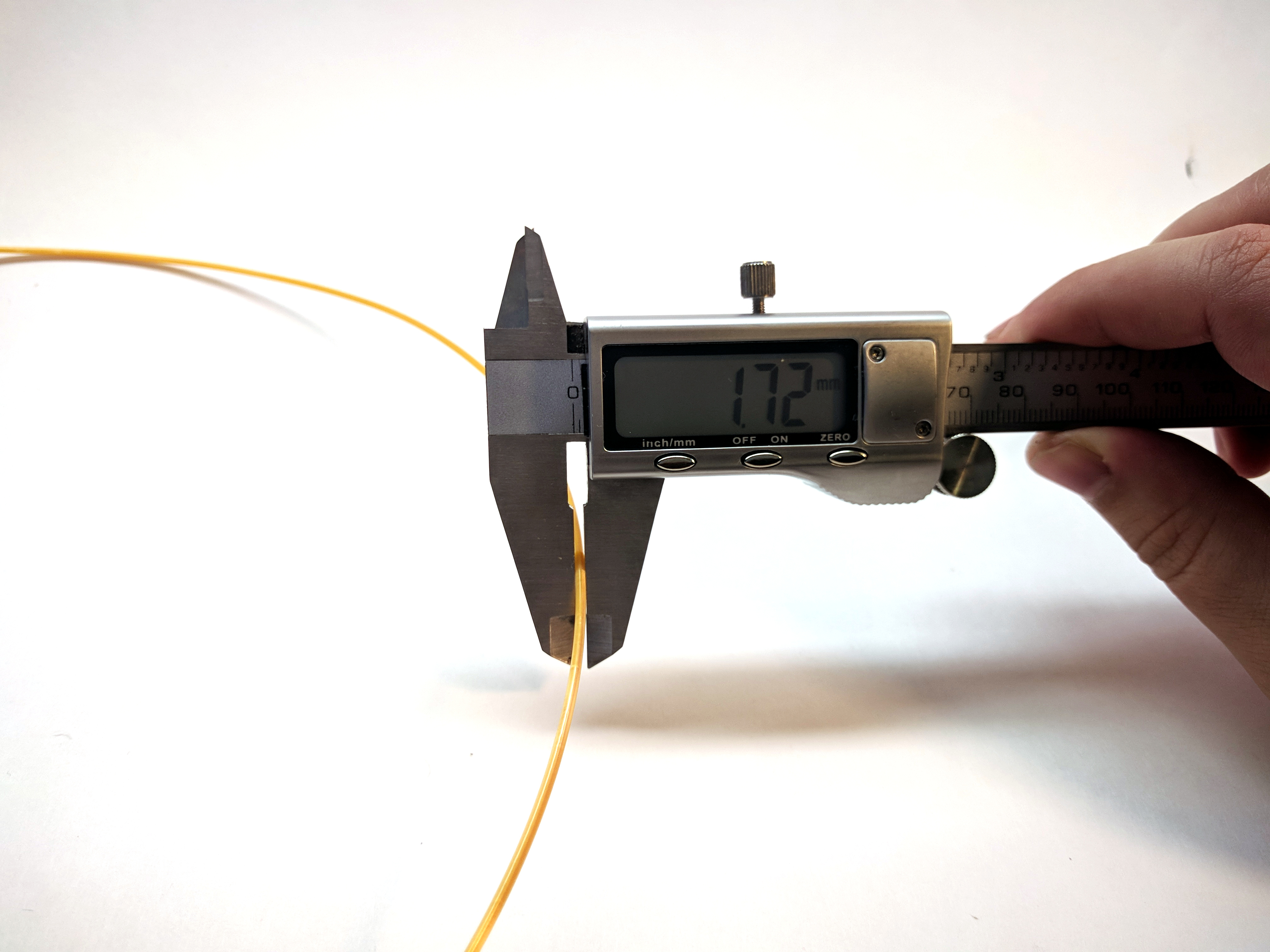
- Misura il diametro del filamento: Il diametro del filamento può variare. Misura il filamento in più punti con un calibro (ad esempio, 5 misurazioni a 10 cm di distanza l'una dall'altra) e inserisci la media in OrcaSlicer nelle impostazioni del filamento. Questo rimuove una variabile nascosta che influenza il flusso.
 Fonte: captubes.com
Fonte: captubes.com
2. Il test del cubo a parete singola
Questo è il metodo più affidabile. Stamperai un cubo cavo a parete singola e ne misurerai con precisione lo spessore.
Impostazione di OrcaSlicer per il test
- Scarica un file STL di un cubo di prova a parete singola (ad esempio, Cubi di calibrazione di Max su Printables.com).
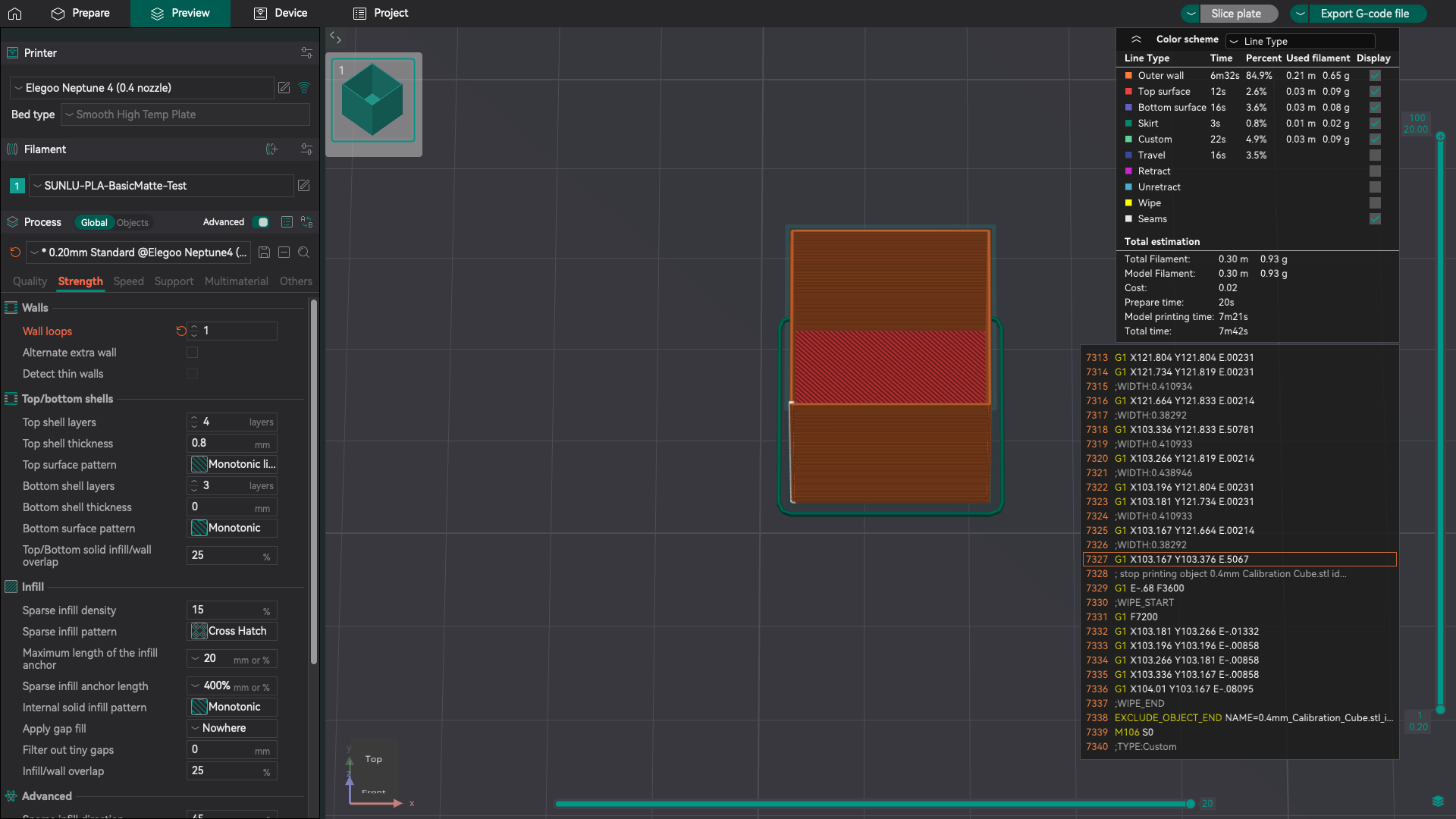
- In OrcaSlicer, imposta queste impostazioni di stampa chiave:
- Altezza strato: Altezza tipica dello strato di stampa (ad esempio, 0,2 mm).
- Perimetri/Anelli parete: Imposta su 1. Verifica nell'anteprima!
- Strati superiori: Imposta su 0.
- Riempimento: Imposta su 0%.
- Modalità Vaso (Spiralize): Spesso abilitata per questo test (di solito funziona correttamente in OrcaSlicer).
- Larghezza linea (Larghezza estrusione): CRITICO. Impostalo in modo che corrisponda esattamente al tuo diametro ugello (ad esempio, 0,4 mm per un ugello da 0,4 mm).
- Velocità di stampa: Utilizza la tua normale velocità di stampa a parete. * Portata iniziale: Impostare su 1,0 (100%) nelle impostazioni del filamento per questa stampa di prova.
- Taglia e stampa il tuo cubo
Misurazione precisa
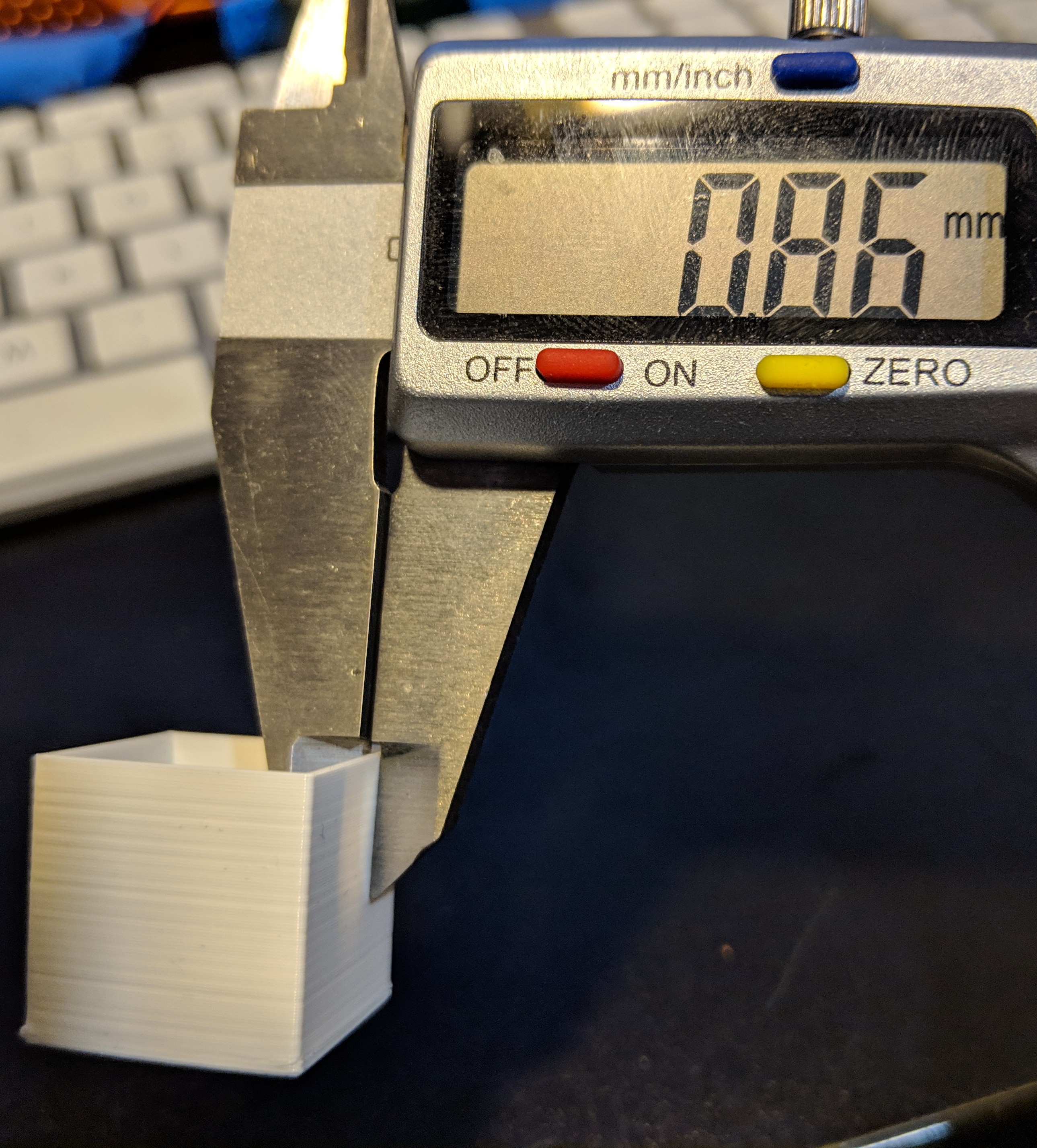
Una volta raffreddata, rimuovere la stampa. Utilizzare un calibro digitale preciso o un micrometro. Eseguire più misurazioni (ad esempio, tre per parete, su tutte e quattro le pareti) verso il centro delle pareti. Evitare angoli o primo/ultimo strato, poiché potrebbero essere imprecisi. Calcolare la media di queste misurazioni per un risultato affidabile.
 Fonte: Stampa 3D.StackExchange.com
Fonte: Stampa 3D.StackExchange.com
Calcola il tuo nuovo rapporto di flusso
Utilizza questa formula:
Nuova portata = (Spessore parete target / Spessore parete medio misurato) * Portata attuale
- Spessore parete target: quello impostato in OrcaSlicer (ad esempio, 0,4 mm).
- Spessore parete medio misurato: quello appena misurato.
- Portata attuale: quello utilizzato per il test (1,0 o 100%).
Esempio: Target: 0,4 mm, Misurato: 0,42 mm, Flusso attuale: 1,0 Nuova portata = (0,40 / 0,42) * 1,0 = 0,952
Raffinamento iterativo
Aggiorna il profilo del filamento in OrcaSlicer con la nuova portata. Quindi, ristampa il cubo a parete singola e misura nuovamente. Ripeti finché lo spessore della parete misurato non è molto vicino al tuo obiettivo. Per una precisione ottimale, punta a una deviazione inferiore al 3%.
Suggerimenti rapidi per i test integrati di OrcaSlicer
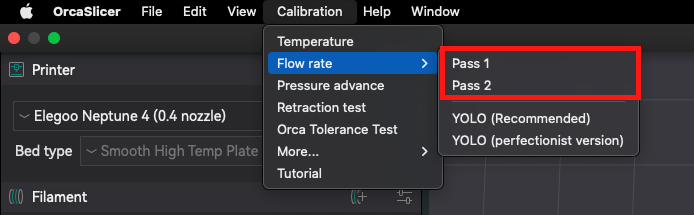
Anche se preferisci il cubo a parete singola, comprendere i test "Pass 1" e "Pass 2" integrati in OrcaSlicer può essere utile. Variano la portata tra le piastrelle, cosa che puoi valutare oggettivamente.
 Fonte: obico.io
Fonte: obico.io
Oltre la fluidità visiva: Cerca:
- Nessuna fessura visibile (sottoestrusione).
- Nessun accumulo eccessivo di materiale o ruvidità (sovraestrusione).
- Tenere il foglio in controluce per individuare piccole fessure tra le linee.
Risoluzione dei problemi relativi alle "tessere identiche": Questo problema comune segnala problemi più profondi:
- Velocità Volumetrica Massima (MVS) bassa: Se la MVS nel profilo del filamento è troppo bassa, limita il flusso su tutte le tile. Aumentarla.
- Velocità di stampa: Rallentare temporaneamente la velocità di stampa di prova può rivelare differenze se la MVS è limitante.
- Problemi meccanici: Dadi del gantry allentati, ugelli danneggiati o E-step errati possono nascondere variazioni di flusso.
- Reimposta profili: A volte, ricostruire il profilo OrcaSlicer da zero può risolvere problemi insoliti.
Oltre il flusso di base: considerazioni avanzate
- Calibrazione della portata volumetrica (flusso massimo): Definisce la capacità massima di fusione dell'hotend (mm³/s). La calibrazione imposta il limite di velocità della stampante senza sottoestrusione. OrcaSlicer integra un test di "portata massima". Consulta il nostro altra guida per maggiori informazioni sul test della velocità volumetrica massima!
- Calibrazione dell'anticipo di pressione (fattore K): Questa impostazione del firmware previene angoli e spazi vuoti regolando l'estrusione in base alle variazioni di velocità. Fondamentale per dettagli nitidi. Puoi anche fare riferimento al questa guida per eseguire una calibrazione dell'anticipo di pressione.
Conclusione
La calibrazione oggettiva della portata è fondamentale per stampe 3D eccezionali. Dando priorità alla calibrazione E-step, alle misurazioni accurate del diametro del filamento e al test del cubo a parete singola, otterrai maggiore precisione. Quando i test integrati di OrcaSlicer sembrano bloccati, ricorda di controllare l'MVS e l'integrità meccanica. Adotta la regolazione basata sui dati e sbloccherai il pieno potenziale della tua stampante!
Also available in: Deutsch | English | Español | Français | Nederlands | Polski | Português | Русский