Guide rapide : Calibrage du débit dans OrcaSlicer avec des méthodes objectives

Frustré par l'étalonnage « subjectif » du débit dans OrcaSlicer ? Ce guide rapide vous aidera à éliminer les approximations et à maîtriser objectivement votre débit pour des impressions toujours parfaites.
Pourquoi le débit est important (version courte)
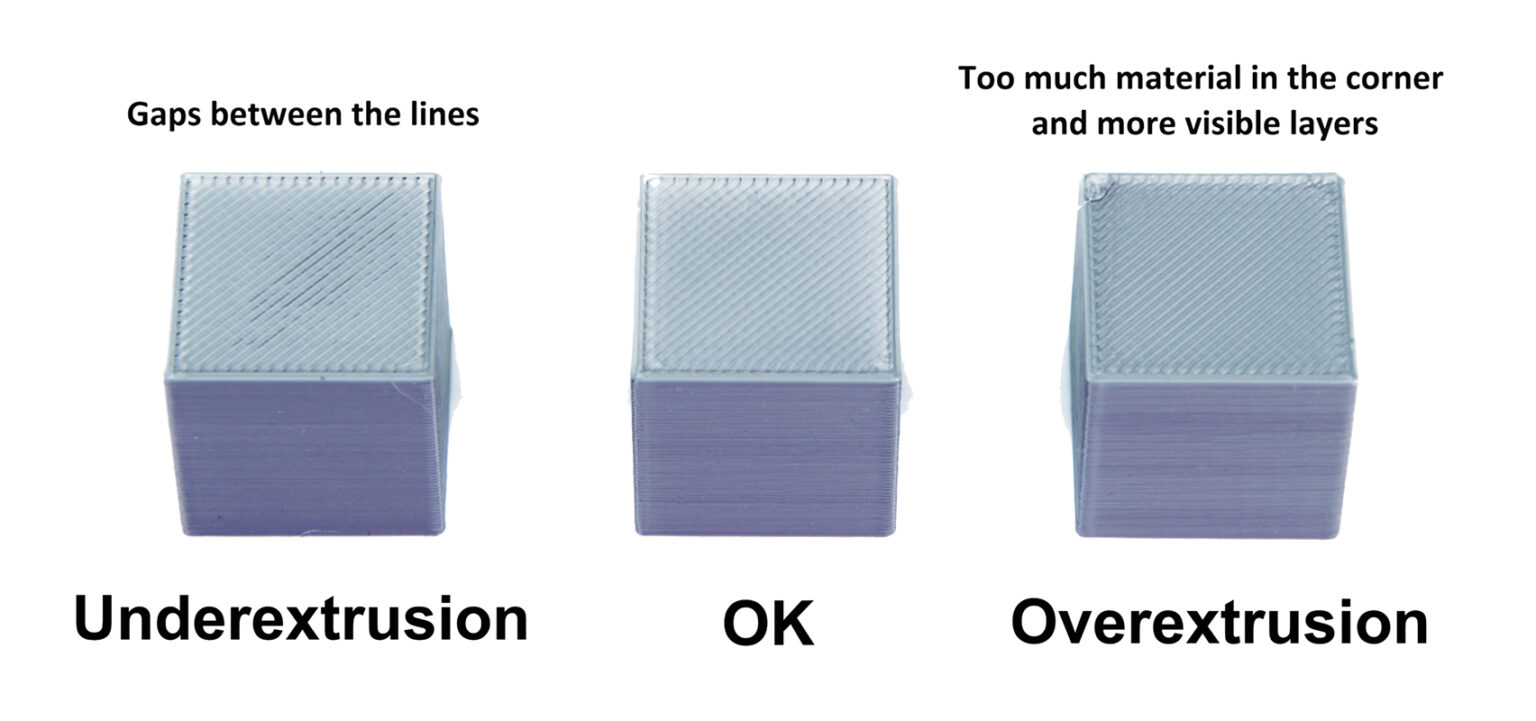
Le débit (multiplicateur d'extrusion, EM) contrôle la quantité de filament extrudée par votre buse. Un bon réglage garantit des impressions solides, précises et lisses. Un mauvais réglage peut entraîner des problèmes tels que :
- Surextrusion : Matière gaspillée, gouttes, fils, surfaces rugueuses, pièces fragilisées.
- Sous-extrusion : Espaces, couches fragiles, mauvaise finition de surface, trous.
 Source : help.prusa3d.com
Source : help.prusa3d.com
Le problème avec l'analyse visuelle des tests d'OrcaSlicer
Beaucoup d'entre nous essaient d'inspecter visuellement les tuiles d'étalonnage d'OrcaSlicer pour trouver celle qui est la plus lisse. La plainte la plus fréquente ? « Toutes mes tuiles sont identiques ! » Ce n'est pas votre faute ; c'est parce que :
- L'œil humain peine à voir : Il est difficile de voir les petites différences.
- Problèmes cachés : Des problèmes mécaniques (portique desserré) ou d'autres paramètres du slicer (vitesse volumétrique maximale) peuvent masquer les variations réelles de débit. Si votre imprimante ne parvient pas à extruder physiquement la quantité commandée, ou si le code G de test lui-même est défectueux, les différences visuelles n'apparaîtront pas.
Cela signifie que nous avons besoin d’une approche quantitative.
La solution objective : l’étalonnage basé sur les mesures
Pour vraiment déterminer votre débit, nous utiliserons des mesures.
1. Prérequis essentiels (à ne pas manquer!)
Avant toute chose, assurez-vous que ces éléments sont bien réglés :
- Calibrez d'abord les E-Steps : Votre extrudeuse doit déplacer la quantité exacte de filament commandée. Une valeur E-Step incorrecte introduit une erreur persistante qui ruine tout étalonnage du débit. Consultez ce guide détaillé étape par étape de Tout3DP.
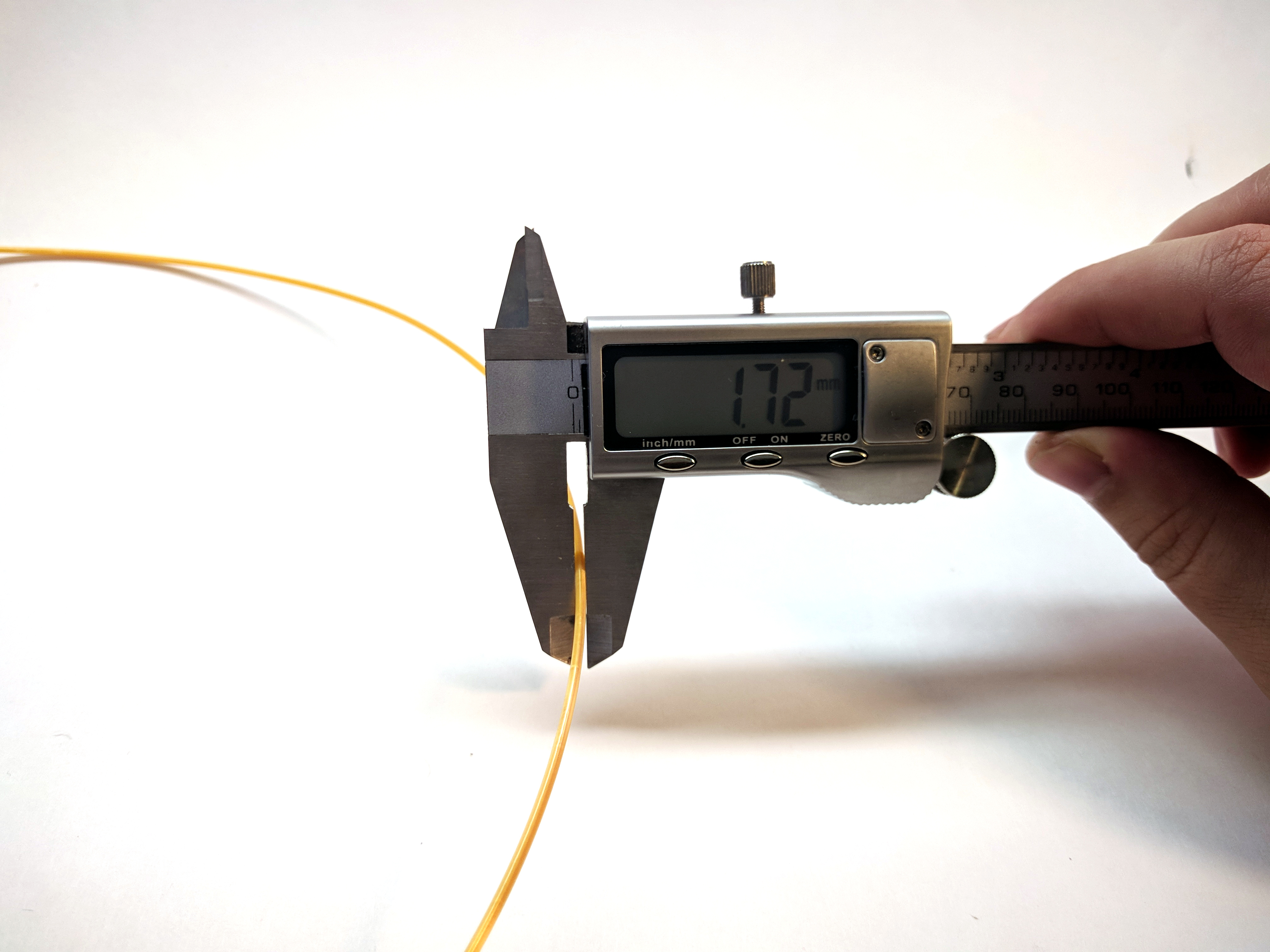
- Mesurer le diamètre du filament : Le diamètre du filament peut varier. Mesurez votre filament à plusieurs endroits avec un pied à coulisse (par exemple, 5 mesures espacées de 10 cm) et saisissez la moyenne dans OrcaSlicer, dans les paramètres du filament. Cela supprime une variable cachée affectant votre débit.
 Source : captubes.com
Source : captubes.com
2. Le test du cube à paroi simple
C'est la méthode la plus fiable. Vous imprimerez un cube creux à paroi simple et mesurerez son épaisseur avec précision.
Configuration d'OrcaSlicer pour le test
- Téléchargez un fichier STL de cube de test simple paroi (par exemple, Cubes d'étalonnage par Max sur Printables.com).
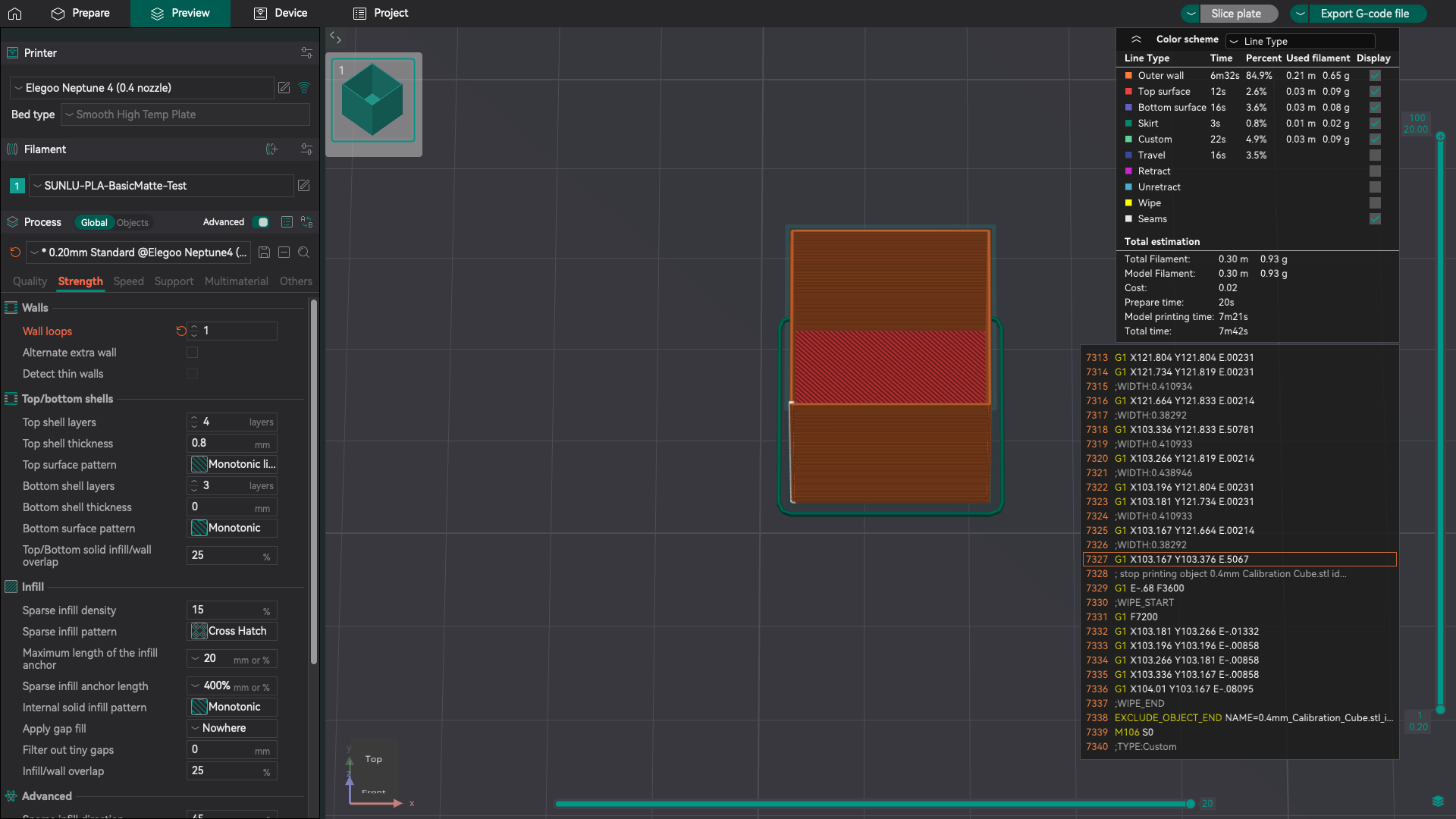
- Dans OrcaSlicer, définissez les paramètres d'impression clés suivants :
- Hauteur de couche : Hauteur de couche d'impression standard (par exemple, 0,2 mm).
- Périmètres/Boucles de paroi : Réglez sur 1. Vérifiez dans l'aperçu!
- Couches supérieures : Réglez sur 0.
- Remplissage : Réglez sur 0 %.
- Mode Vase (Spiralisation) : Souvent activé pour ce test (fonctionne généralement bien dans OrcaSlicer).
- Largeur de ligne (largeur d'extrusion) : ESSENTIEL. Réglez-la pour qu'elle corresponde précisément à votre diamètre de buse (par exemple, 0,4 mm pour une buse de 0,4 mm).
- Vitesse d'impression : Utilisez votre vitesse d'impression murale habituelle.
- Débit initial : défini sur 1,0 (100 %) dans les paramètres du filament pour ce test d'impression.
- Découpez et imprimez votre cube
Mesure précise
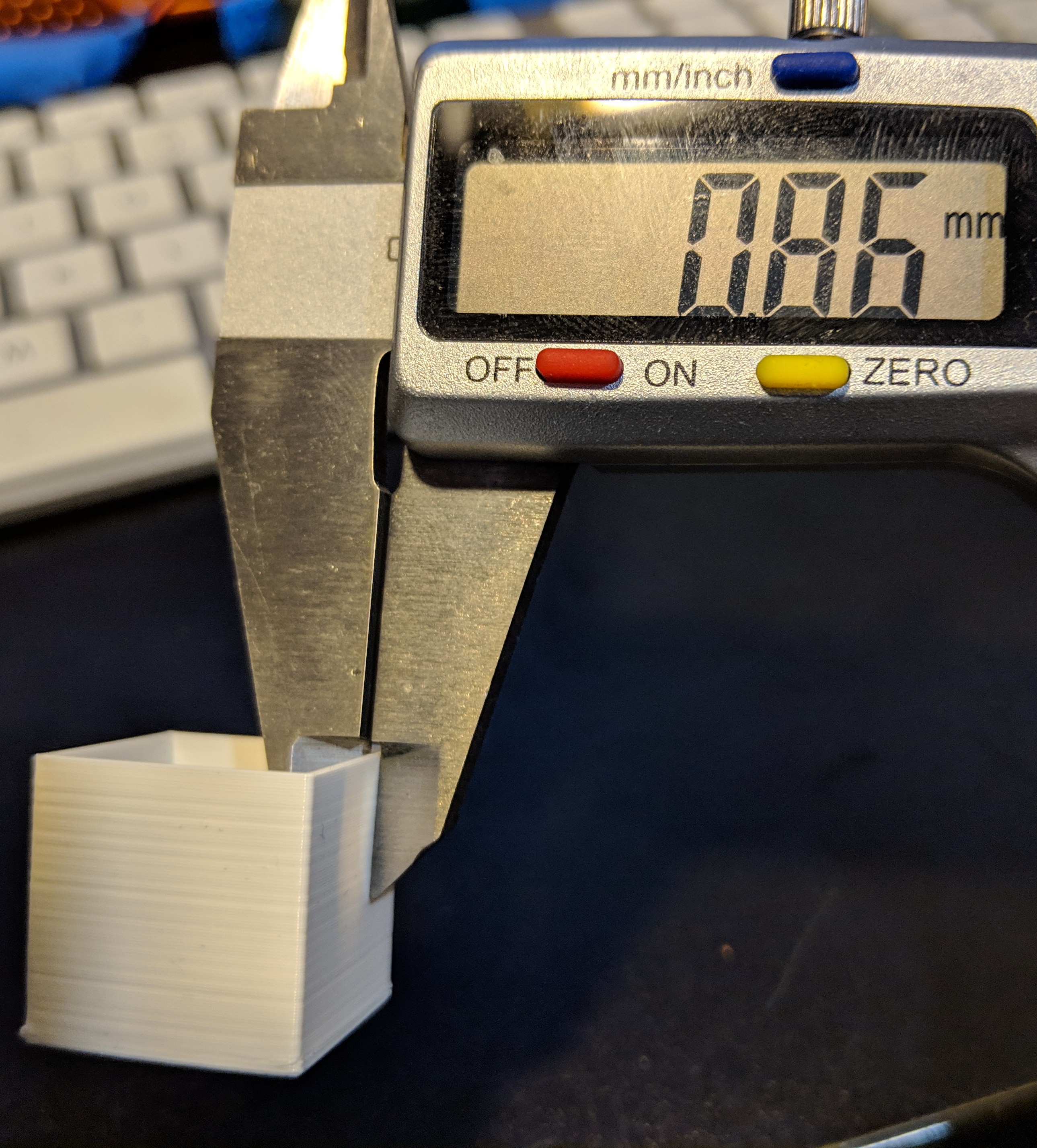
Une fois refroidi, retirez l'impression. Utilisez un pied à coulisse numérique précis ou un micromètre. Prenez plusieurs mesures (par exemple, trois par mur, sur les quatre murs) vers le centre des murs. Évitez les angles ou les premières/dernières couches, car ils peuvent être imprécis. Faites la moyenne de ces mesures pour un résultat fiable.
 Source : 3dprinting.stackexchange.com
Source : 3dprinting.stackexchange.com
Calculez votre nouveau rapport de débit
Utilisez cette formule :
Nouveau débit = (épaisseur de paroi cible / épaisseur de paroi moyenne mesurée) * débit actuel
- Épaisseur de paroi cible : celle que vous avez définie dans OrcaSlicer (par exemple, 0,4 mm).
- Épaisseur de paroi moyenne mesurée : celle que vous venez de mesurer.
- Débit actuel : celle que vous avez utilisée pour le test (1,0 ou 100 %).
Exemple : Cible : 0,4 mm, Mesuré : 0,42 mm, Débit actuel : 1,0 Nouveau débit = (0,40 / 0,42) = 1,0 = 0,952
Raffinement itératif
Mettez à jour votre profil de filament dans OrcaSlicer avec le nouveau débit. Ensuite, réimprimez le cube simple paroi et mesurez à nouveau. Répétez l'opération jusqu'à ce que l'épaisseur de paroi mesurée soit très proche de votre cible. Pour plus de précision, visez un écart inférieur à 3 %.
Conseils rapides pour les tests intégrés d'OrcaSlicer
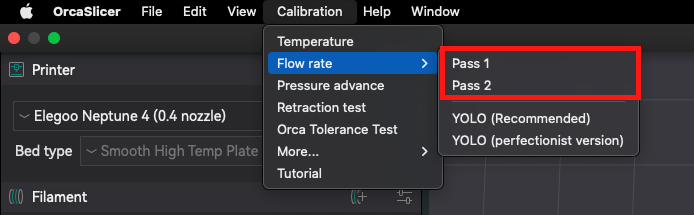
Même si vous préférez le cube à paroi simple, comprendre les tests « Réussite 1 » et « Réussite 2 » intégrés à OrcaSlicer peut vous aider. Ils font varier les débits selon les tuiles, ce qui vous permet d'évaluer objectivement.
 Source : obico.io
Source : obico.io
Au-delà de la douceur visuelle : Recherchez :
- Aucun espace visible (sous-extrusion).
- Aucune accumulation excessive de matière ni rugosité (surextrusion).
- Tenir à la lumière pour repérer les petits espaces entre les lignes.
Dépannage des « tuiles identiques » : Ce problème courant signale des problèmes plus profonds :
- Vitesse volumétrique maximale (VMM) faible : si la VMM de votre profil de filament est trop faible, le débit est limité sur toutes les tuiles. Augmentez-la.
- Vitesse d'impression : ralentir temporairement la vitesse d'impression de test peut révéler des différences si la VMM est limitante.
- Problèmes mécaniques : des écrous de portique desserrés, des buses endommagées ou des E-steps incorrects peuvent masquer des variations de débit.
- Réinitialiser les profils : parfois, reconstruire votre profil OrcaSlicer à partir de zéro peut résoudre des problèmes étranges.
Au-delà du flux de base : considérations avancées
- Calibrage du débit volumétrique (débit maximal) : Ce paramètre définit la capacité de fusion maximale de votre tête d'extrusion (mm³/s). Son calibrage définit la limite de vitesse de votre imprimante sans sous-extrusion. OrcaSlicer dispose d'un test de débit maximal intégré. Consultez notre lien autre guide pour plus d'informations sur le test de vitesse volumétrique maximale !
- Calibrage de l'avance de pression (facteur K) : Ce paramètre du micrologiciel évite les angles bombés et les espaces vides en ajustant l'extrusion en fonction des variations de vitesse. Il est essentiel pour des détails précis. Vous pouvez également consulter le lien ce guide pour effectuer un calibrage de l'avance de pression.
Conclusion
L'étalonnage objectif du débit est essentiel pour des impressions 3D exceptionnelles. En privilégiant l'étalonnage E-step, la mesure précise du diamètre du filament et le test du cube simple paroi, vous gagnerez en précision. Si les tests intégrés d'OrcaSlicer semblent bloqués, pensez à vérifier l'intégrité mécanique et l'intégrité mécanique. Adoptez un réglage basé sur les données et libérez tout le potentiel de votre imprimante !
Also available in: Deutsch | English | Español | Italiano | Nederlands | Polski | Português | Русский