Краткое руководство: Калибровка скорости потока в OrcaSlicer с помощью объективных методов

Разочарованы «субъективной» калибровкой скорости потока в OrcaSlicer? Это краткое руководство поможет вам избавиться от догадок и объективно контролировать скорость потока для получения неизменно идеальных отпечатков.
Почему скорость потока имеет значение (краткая версия)
Скорость потока (множитель экструзии, EM) контролирует, сколько нити выдавливает ваше сопло. Сделайте это правильно, и ваши отпечатки будут прочными, точными по размеру и гладкими. Сделайте это неправильно, и вы столкнетесь с такими проблемами, как:
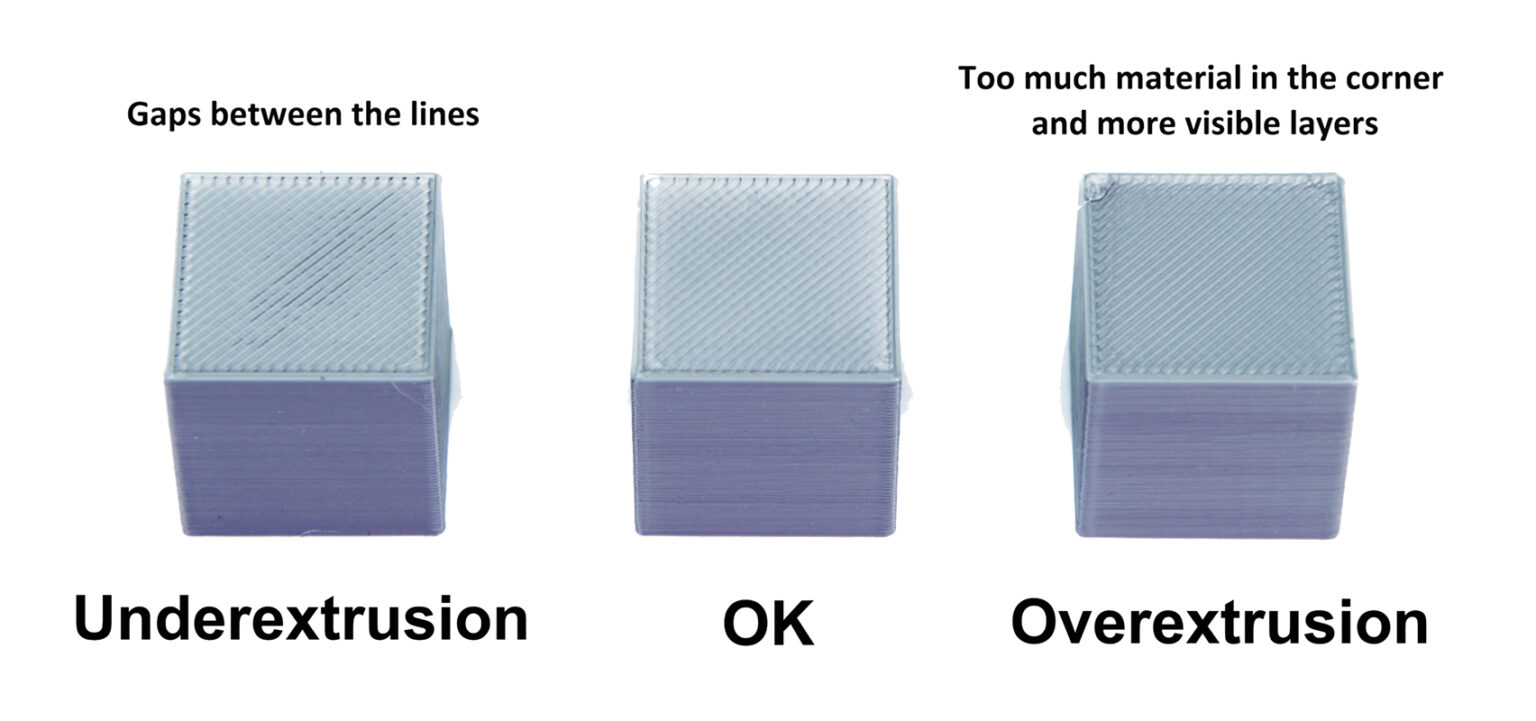
- Чрезмерная экструзия: Отходы материала, сгустки, нити, грубые поверхности, ослабленные дет�али.
- Недостаточная экструзия: Зазоры, слабые слои, плохая отделка поверхности, отверстия.
 Источник: help.prusa3d.com
Источник: help.prusa3d.com
Проблема с «наглядными» тестами OrcaSlicer
Многие из нас пытаются визуально проверить калибровочные плитки OrcaSlicer на предмет «самой гладкой». Распространенная жалоба? «Все мои плитки выглядят одинаково!» Это не ваша вина; это потому что:
- Человеческие глаза испытывают трудности: Трудно заметить крошечные различия.
- Скрытые проблемы: Механические проблемы (неплотно закрепленный портал) �или другие настройки слайсера (максимальная объемная скорость) могут скрыть фактические изменения потока. Если ваш принтер физически не может выдавливать заданное количество или сам тестовый G-код неисправен, визуальные различия не будут видны.
Это означает, что нам нужен количественный подход.
Объективное решение: калибровка на основе измерений
Чтобы точно определить скорость потока, мы воспользуемся измерениями.
1. Основные предварительные условия (не пропускайте их!)
Прежде всего, убедитесь, что все эти настройки включены:
- Сначала откалибруйте E-Steps: Ваш экструдер должен перемещать точно заданное количество нити. Неправильное значение E-step приводит к постоянной ошибке, которая портит любую калибровку расхода. Ознакомьтесь с этим подробным пошаговым руководством Все3DP.
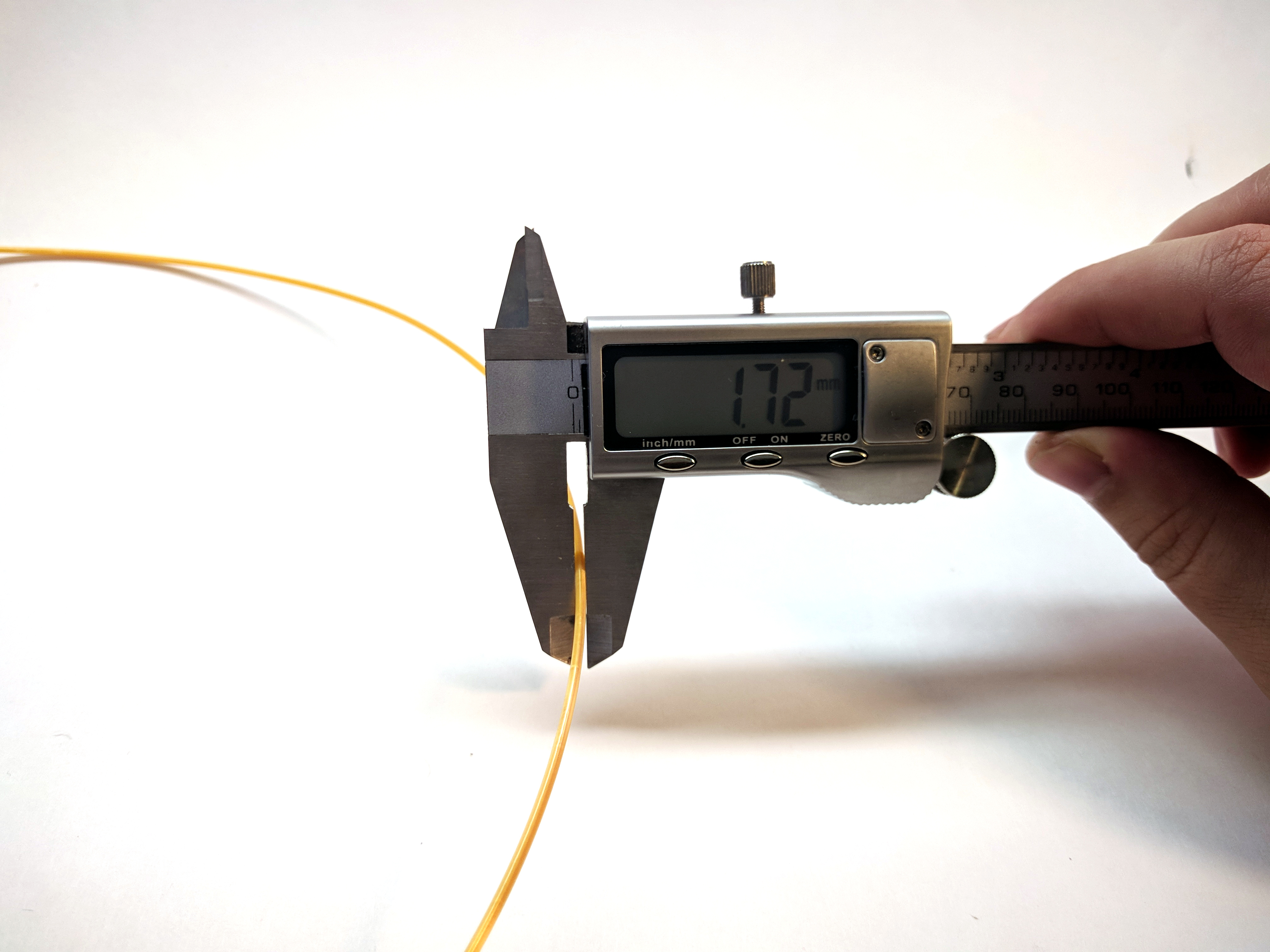
- Измерьте диаметр нити: Диаметр нити может варьироваться. Измерьте нить в нескольких точках с помощью штангенциркуля (например, 5 измерений на расстоянии 10 см друг от друга) и введите среднее значение в OrcaSlicer в настройках нити. Это удаляет скрытую переменную, влияющую на ваш поток.
 Источник: captubes.com
Источник: captubes.com
2. Тест одностенного куба
Это самый надежный метод. Вы напечатаете полый одностенный куб и точно измерите его толщину.
Настройка OrcaSlicer для теста
- Загрузите однослойный тестовый куб STL (например, Калибровочные кубы от Макса на Printables.com).
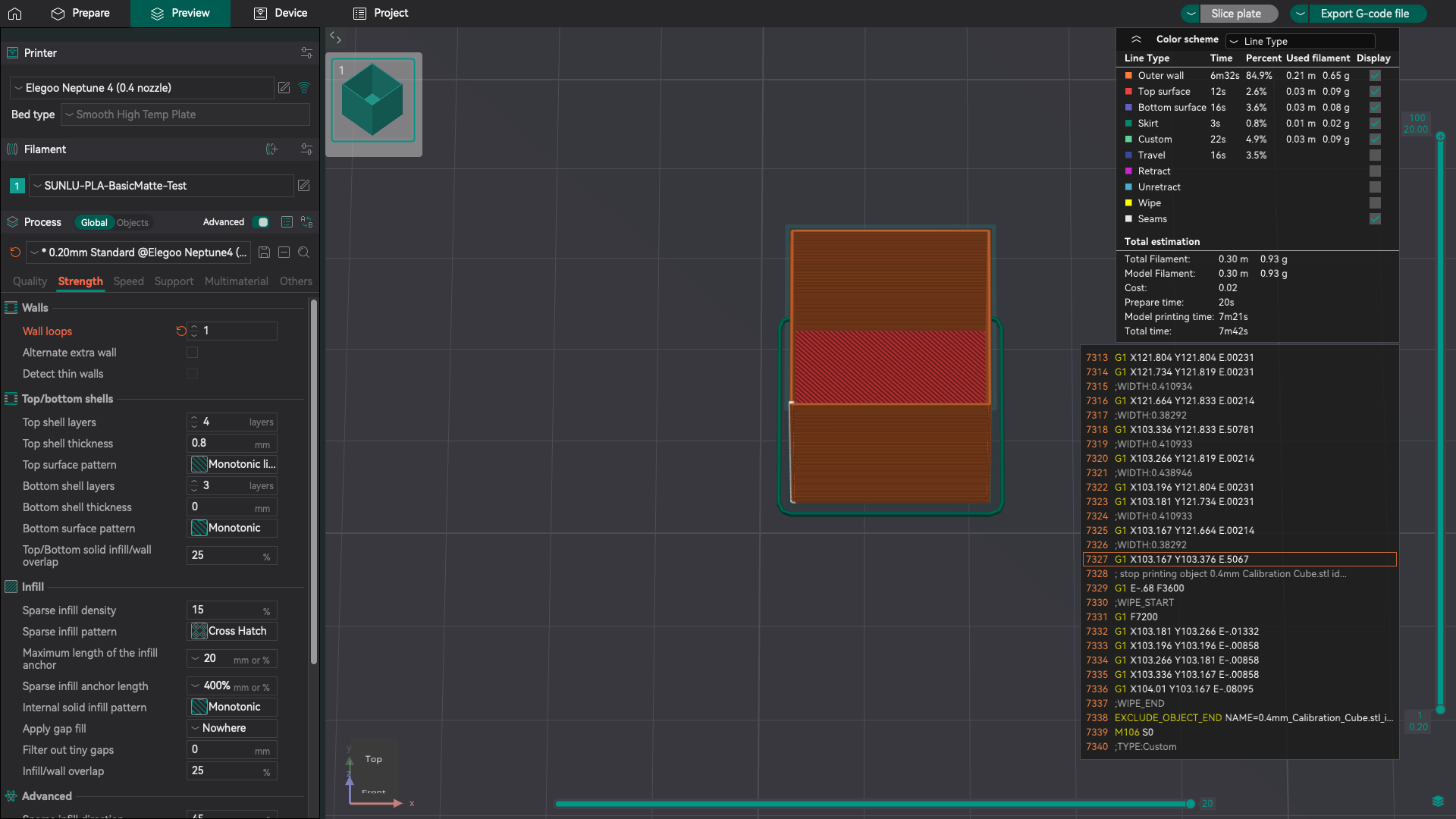
- В OrcaSlicer задайте следующие ключевые параметры печати:
- Высота слоя: Ваша типичная высота слоя печати (например, 0,2 мм).
- Периметры/контуры стен: Установите на 1. Проверьте в предварительном просмотре!
- Верхние слои: Установите на 0.
- Заполнение: Установите на 0%.
- Режим вазы (спирализации): Часто включается для этого теста (обычно отлично работает в OrcaSlicer).
- Ширина линии (ширина экструзии): КРИТИЧЕСКАЯ. Установите ее так, чтобы она точно соответствовала диам�етру сопла (например, 0,4 мм для сопла 0,4 мм).
- Скорость печати: Используйте обычную скорость печати на стене.
- Начальная скорость потока: Установите значение 1,0 (100%) в настройках нити для этой тестовой печати.
- Разрежьте и распечатайте свой куб.
Точное измерение
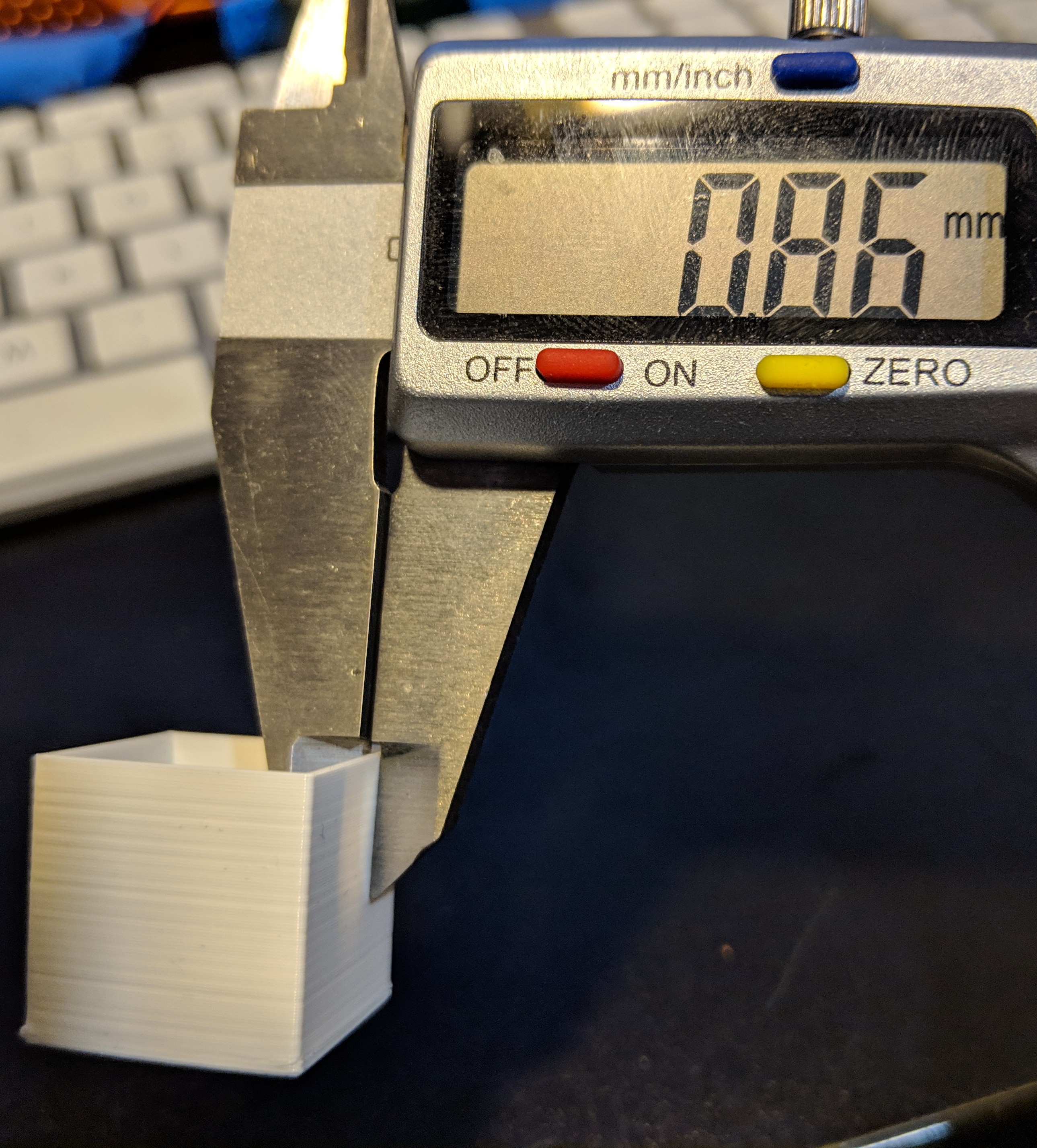
После остывания снимите отпечаток. Используйте точный цифровой штангенциркуль или микрометр. Сделайте несколько измерений (например, три на стену, все четыре стены) по направлению к центру стен. Избегайте углов или первого/последнего слоев, так как они могут быть неточными. Усредните эти измерения для получения надежного результата.
 Источник: 3dprinting.stackexchange.com
Источник: 3dprinting.stackexchange.com
Рассчитайте новый коэффициент расхода
Используйте эту формулу:
Новый расход = (Целевая толщина стенки / Средняя измеренная толщина стенки) * Текущий расход
- Целевая толщина стенки: То, что вы установили в OrcaSlicer (например, 0,4 мм).
- Средняя измеренная толщина стенки: То, что вы только что измерили.
- Текущий расход: То, что вы использовали для теста (1,0 или 100%).
Пример: Цель: 0,4 мм, Измерено: 0,42 мм, Текущий поток: 1,0 Новый расход = (0,40 / 0,42) * 1,0 = 0,952
Итеративное уточнение
Обновите свой профиль филамента в OrcaSlicer с новым расходом. Затем перепечатайте одностенный куб и снова измерьте. Повторяйте, пока измеренная толщина стенки не станет очень близка к вашей цели. Стремитесь к отклонению менее 3% для точности.
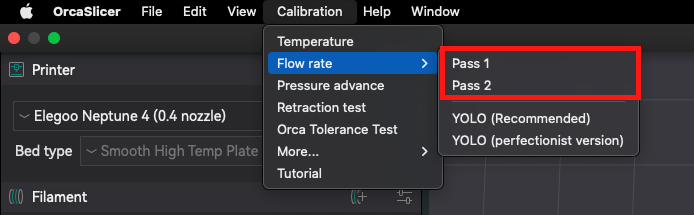
Краткие советы по встроенным тестам OrcaSlicer
Даже если вы предпочитаете одностенный куб, понимание встроенных тестов OrcaSlicer "Pass 1" и "Pass 2" может помочь. Они изменяют скорость потока по плиткам, которую вы можете объективно оценить.
 Источник: obico.io
Источник: obico.io
Помимо визуальной гладкости: Ищите:
- Никаких видимых зазоров (недоэкструзия).
- Никаких избыточных скоплений материала или шероховатостей (чрезмерная экструзия).
- Поднесите к свету, чтобы заметить крошечные зазоры между линиями.
Устранение неполадок с «идентичными плитками»: Эта распространенная проблема указывает на более серьезные проблемы:
- Низкая максимальная объемная скорость (MVS): Если MVS в вашем профиле нити слишком низок, он ограничивает поток по всем плиткам. Увеличьте его.
- Скорость печати: Временное замедление скорости тестовой печати может выявить различия, если MVS ограничивает.
- Механические проблемы: Ослабленные гайки портала, поврежденные сопла или неправильные E-steps могут скрыть изменения потока.
- Сброс профилей: Иногда восстановление вашего профиля OrcaSlicer с нуля может решит�ь странные проблемы.
За пределами базового потока: расширенные соображения
- Калибровка объемной скорости потока (максимальный поток): определяет максимальную производительность плавления вашего хотенда (мм³/с). Калибровка устанавливает предел скорости для вашего принтера без недостаточной экструзии. OrcaSlicer имеет встроенный тест «Максимальная скорость потока». Более подробную информацию о тесте максимальной объемной скорости см. на нашем другой гид!
- Калибровка опережения давления (K-фактор): эта настройка прошивки предотвращает выпирание углов и зазоров путем регулировки экструзии вокруг изменений скорости. Крайне важно для резких деталей. Вы также можете обрати�ться к это руководство, чтобы провести калибровку опережения давления.
Заключение
Объективная калибровка расхода — ключ к исключительным 3D-печатям. Отдавая приоритет калибровке E-step, точным измерениям диаметра нити и тесту одностенного куба, вы получите точность. Когда встроенные тесты OrcaSlicer кажутся застрявшими, не забудьте проверить MVS и механическую целостность. Используйте настройку на основе данных, и вы раскроете весь потенциал своего принтера!
Also available in: Deutsch | English | Español | Français | Italiano | Nederlands | Polski | Português