Snelle handleiding: Kalibratie van de stroomsnelheid in OrcaSlicer met objectieve methoden

Gefrustreerd door de "subjectieve" kalibratie van de stroomsnelheid in OrcaSlicer? Deze snelle handleiding helpt je om het giswerk achter je te laten en je stroomsnelheid objectief te beheersen voor consistent perfecte afdrukken.
Waarom de stroomsnelheid belangrijk is (de korte versie)
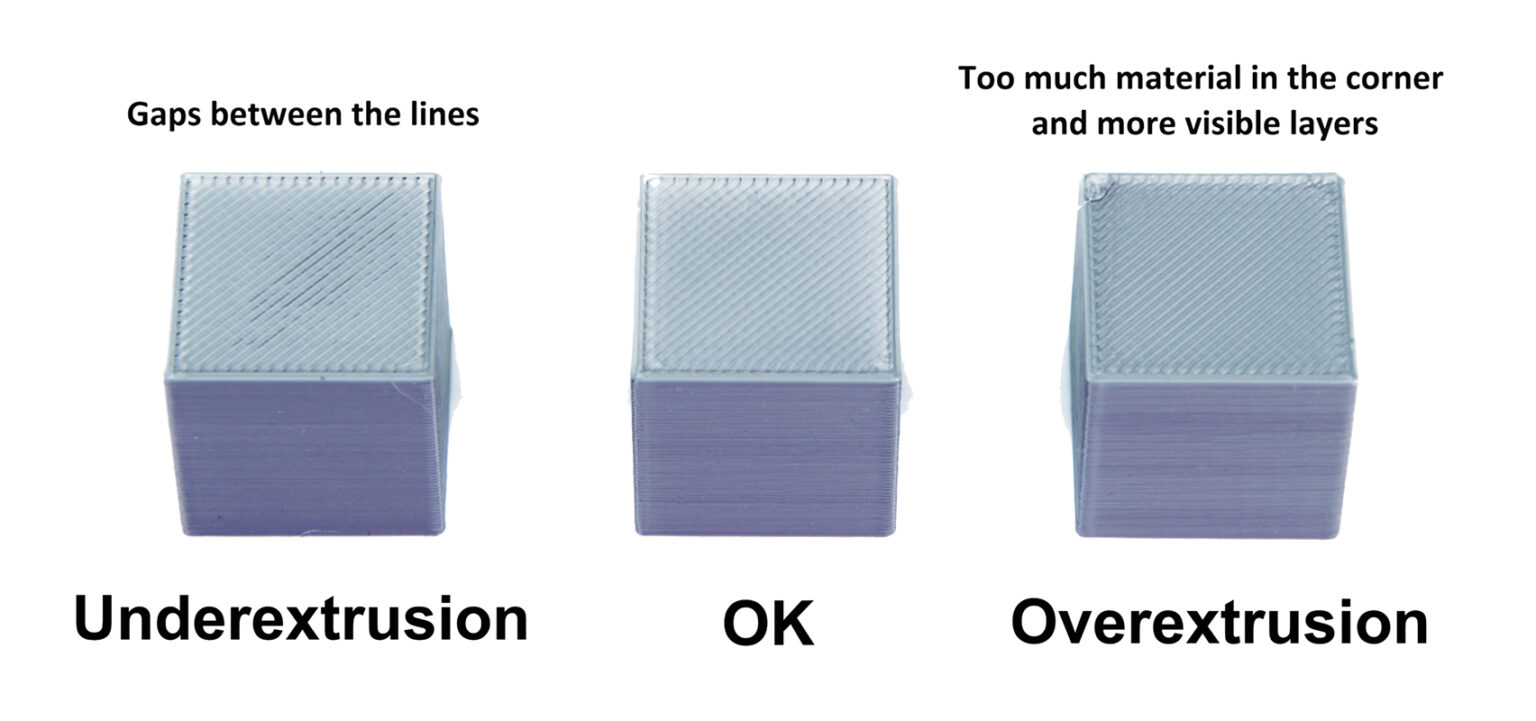
De stroomsnelheid (Extrusion Multiplier, EM) bepaalt hoeveel filament je nozzle extrudeert. Als je het goed doet, zijn je prints sterk, nauwkeurig qua maatvoering en glad. Als je het verkeerd doet, krijg je problemen zoals:
- Overextrusie: Verspild materiaal, klonters, draadvorming, ruwe oppervlakken, verzwakte onderdelen.
- Onderextrusie: Gaten, zwakke lagen, slechte oppervlakteafwerking, gaten.
 Bron: help.prusa3d.com
Bron: help.prusa3d.com
Het probleem met het "op het oog" inschatten van de tests van OrcaSlicer
Velen van ons proberen de kalibratietegels van OrcaSlicer visueel te inspecteren op de "gladste". De meest voorkomende klacht? "Al mijn tegels zien er identiek uit!" Dit is niet jouw schuld; het komt doordat:
- Menselijke ogen hebben er moeite mee: Het is moeilijk om kleine verschillen te zien.
- Verborgen problemen: Mechanische problemen (een losse gantry) of andere slicerinstellingen (maximale volumetrische snelheid) kunnen de daadwerkelijke flowvariaties maskeren. Als uw printer de opgegeven hoeveelheid fysiek niet kan extruderen, of als de G-code van de test zelf gebreken vertoont, zullen visuele verschillen niet zichtbaar zijn.
Dit betekent dat we een kwantitatieve benadering nodig hebben.
De objectieve oplossing: op metingen gebaseerde kalibratie
Om uw stroomsnelheid écht nauwkeurig te bepalen, maken we gebruik van metingen.
1. Essentiële vereisten (sla deze niet over!)
Zorg er allereerst voor dat het volgende goed is ingesteld:
- Eerst E-Steps kalibreren: Uw extruder moet de exact voorgeschreven hoeveelheid filament verplaatsen. Een onjuiste E-Steps-waarde leidt tot een consistente fout die elke kalibratie van de stroomsnelheid verpest. Raadpleeg deze uitgebreide stapsgewijze handleiding van All3DP.
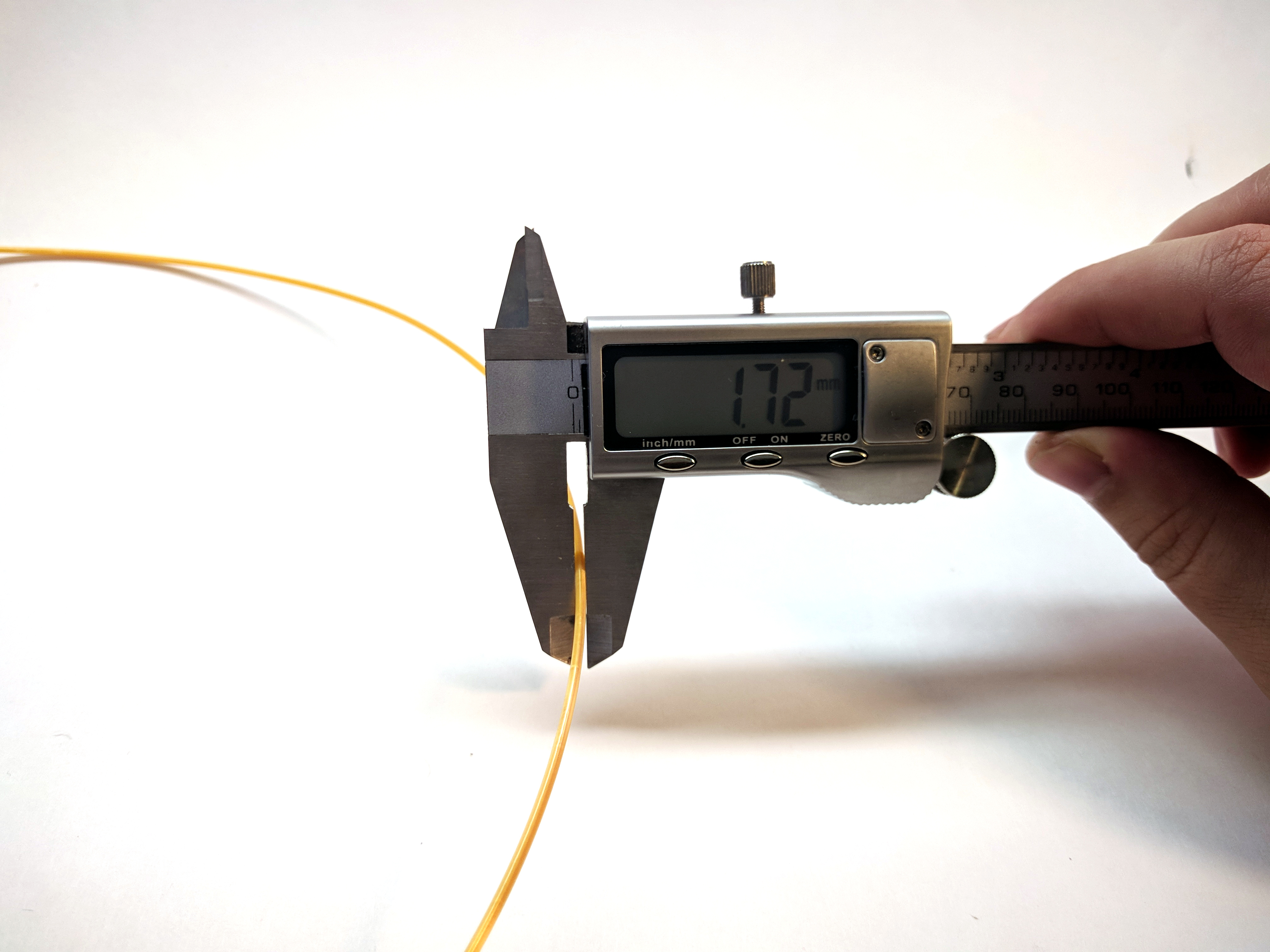
- Meet de filamentdiameter: De filamentdiameter kan variëren. Meet uw filament op meerdere plaatsen met een schuifmaat (bijv. 5 metingen, 10 cm uit elkaar) en voer het gemiddelde in in OrcaSlicer onder de filamentinstellingen. Hiermee verwijdert u een verborgen variabele die de stroomsnelheid beïnvloedt.
 Bron: captubes.com
Bron: captubes.com
2. De enkelwandige kubustest
Dit is de meest betrouwbare methode. Je print een holle kubus met één wand en meet de dikte ervan nauwkeurig.
OrcaSlicer instellen voor de test
- Download een STL-bestand voor een testkubus met één wand (bijv. Kalibratiekubussen van Max op Printables.com).
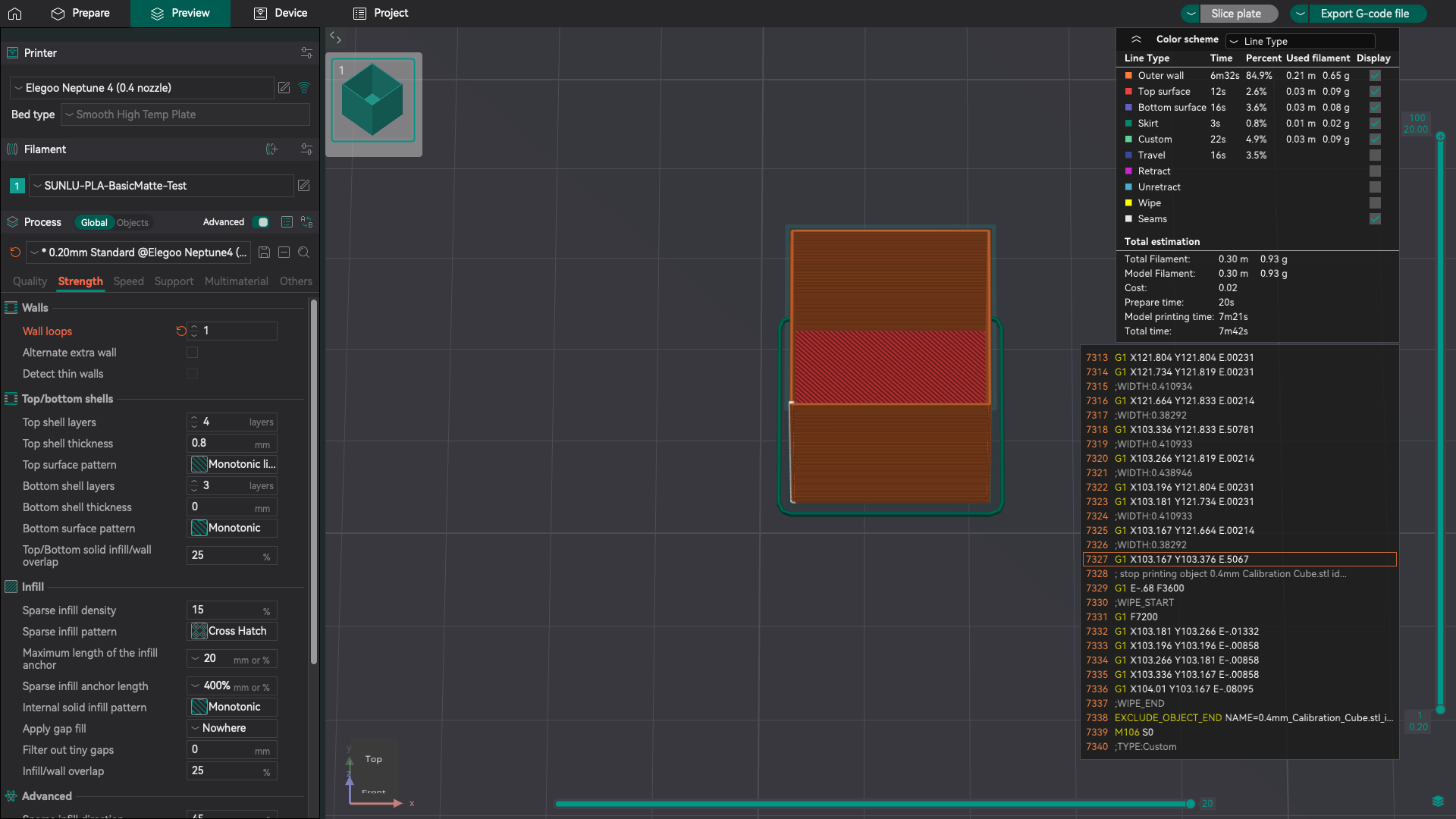
- Stel in OrcaSlicer de volgende belangrijke printinstellingen in:
- Laaghoogte: Uw typische printlaaghoogte (bijv. 0,2 mm).
- Omtreklijnen/Wandlussen: Stel in op 1. Controleer in de preview!
- Bovenste lagen: Stel in op 0.
- Infill: Stel in op 0%.
- Vaasmodus (spiraalvorm): Vaak ingeschakeld voor deze test (werkt meestal prima in OrcaSlicer).
- Lijnbreedte (extrusiebreedte): KRITISCH. Stel deze in op precies dezelfde diameter als uw nozzlediameter (bijv. 0,4 mm voor een nozzle van 0,4 mm).
- Printsnelheid: Gebruik uw normale printsnelheid voor wanden.
- Initiële stroomsnelheid: Stel in op 1,0 (100%) in de filamentinstellingen voor deze testafdruk.
- Snijd en print je kubus
Nauwkeurige meting
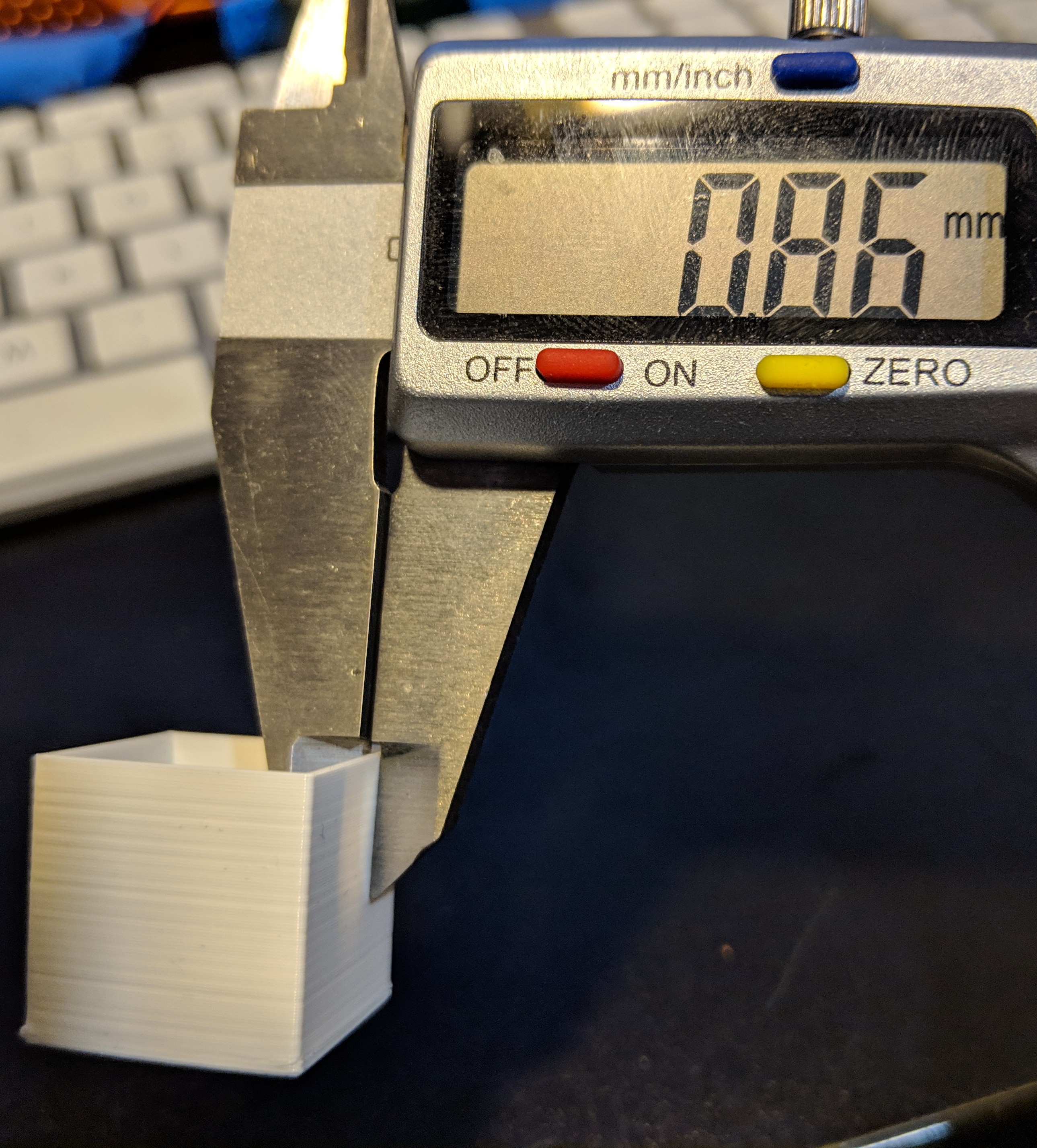
Verwijder de print zodra deze is afgekoeld. Gebruik een nauwkeurige digitale schuifmaat of een micrometer. Voer meerdere metingen uit (bijv. drie per muur, alle vier de muren) richting het midden van de muren. Vermijd hoeken of de eerste/laatste laag, aangezien deze onnauwkeurig kunnen zijn. Bereken het gemiddelde van deze metingen voor een betrouwbaar resultaat.
 Bron: 3dprinting.stackexchange.com
Bron: 3dprinting.stackexchange.com
Bereken uw nieuwe stroomverhouding
Gebruik deze formule:
Nieuwe stroomsnelheid = (Doelwanddikte / Gemiddelde gemeten wanddikte) * Huidige stroomsnelheid
- Doelwanddikte: Wat u instelt in OrcaSlicer (bijv. 0,4 mm).
- Gemiddelde gemeten wanddikte: Wat u zojuist hebt gemeten.
- Huidige stroomsnelheid: Wat u voor de test hebt gebruikt (1,0 of 100%).
Voorbeeld: Doel: 0,4 mm, Gemeten: 0,42 mm, Stroomsterkte: 1,0 Nieuwe stroomsnelheid = (0,40 / 0,42) * 1,0 = 0,952
Iteratieve verfijning
Werk je filamentprofiel in OrcaSlicer bij met de nieuwe stroomsnelheid. Print vervolgens de kubus met enkelvoudige wand opnieuw en meet opnieuw. Herhaal dit totdat de gemeten wanddikte heel dicht bij je doel ligt. Streef naar een afwijking van minder dan 3% voor precisie.
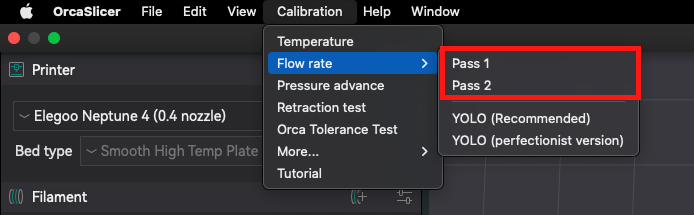
Snelle tips voor de ingebouwde tests van OrcaSlicer
Zelfs als je de voorkeur geeft aan de enkelwandige kubus, kan het handig zijn om de ingebouwde "Pass 1"- en "Pass 2"-tests van OrcaSlicer te begrijpen. Deze variëren de stroomsnelheid over de tegels, die je objectief kunt beoordelen.
 Bron: obico.io
Bron: obico.io
Meer dan visuele gladheid: Let op:
- Geen zichtbare openingen (onder-extrusie).
- Geen overmatige materiaalophoping of ruwheid (over-extrusie).
- Houd de inkt tegen het licht om kleine openingen tussen de lijnen te ontdekken.
Probleemoplossing voor "Identieke tegels": Dit veelvoorkomende probleem duidt op dieperliggende problemen:
- Lage maximale volumetrische snelheid (MVS): Als de MVS in je filamentprofiel te laag is, belemmert dit de doorstroming over alle tiles. Verhoog deze snelheid.
- Printsnelheid: Het tijdelijk verlagen van de testprintsnelheid kan verschillen aan het licht brengen als de MVS beperkend is.
- Mechanische problemen: Losse gantrymoeren, beschadigde nozzles of onjuiste E-stappen kunnen variaties in de doorstroming verhullen.
- Profielen resetten: Soms kan het opnieuw opbouwen van je OrcaSlicer-profiel vanaf nul vreemde problemen oplossen.
Verder dan de basisstroom: geavanceerde overwegingen
- Kalibratie van de volumetrische stroomsnelheid (Max Flow): Hiermee definieert u de maximale smeltcapaciteit van uw hotend (mm³/s). Kalibratie stelt de snelheidslimiet voor uw printer in zonder onderextrusie. OrcaSlicer heeft een ingebouwde test voor de maximale stroomsnelheid. Raadpleeg onze andere gids voor meer informatie over de test voor de maximale volumetrische snelheid!
- Kalibratie van de drukvervroeging (K-factor): Deze firmware-instelling voorkomt bolle hoeken en openingen door de extrusie aan te passen aan snelheidsveranderingen. Cruciaal voor scherpe details. U kunt ook deze gids raadplegen om een kalibratie van de drukvervroeging uit te voeren.
Conclusie
Objectieve kalibratie van de stroomsnelheid is essentieel voor uitzonderlijke 3D-prints. Door prioriteit te geven aan E-step-kalibratie, nauwkeurige filamentdiametermetingen en de single-wall cube-test, wint u aan precisie. Wanneer de ingebouwde tests van OrcaSlicer vastlopen, vergeet dan niet de MVS en mechanische integriteit te controleren. Omarm datagestuurde afstemming en ontgrendel het volledige potentieel van uw printer!
Also available in: Deutsch | English | Español | Français | Italiano | Polski | Português | Русский