Guia rápido: Calibrando a vazão no OrcaSlicer com métodos objetivos

Frustrado com a calibração "subjetiva" da vazão no OrcaSlicer? Este guia rápido ajudará você a abandonar as suposições e dominar objetivamente sua vazão para impressões consistentemente perfeitas.
Por que a taxa de fluxo é importante (versão curta)
A vazão (Multiplicador de Extrusão, EM) controla a quantidade de filamento extrudada pelo bico. Se acertar, suas impressões serão fortes, dimensionalmente precisas e suaves. Se errar, você enfrentará problemas como:
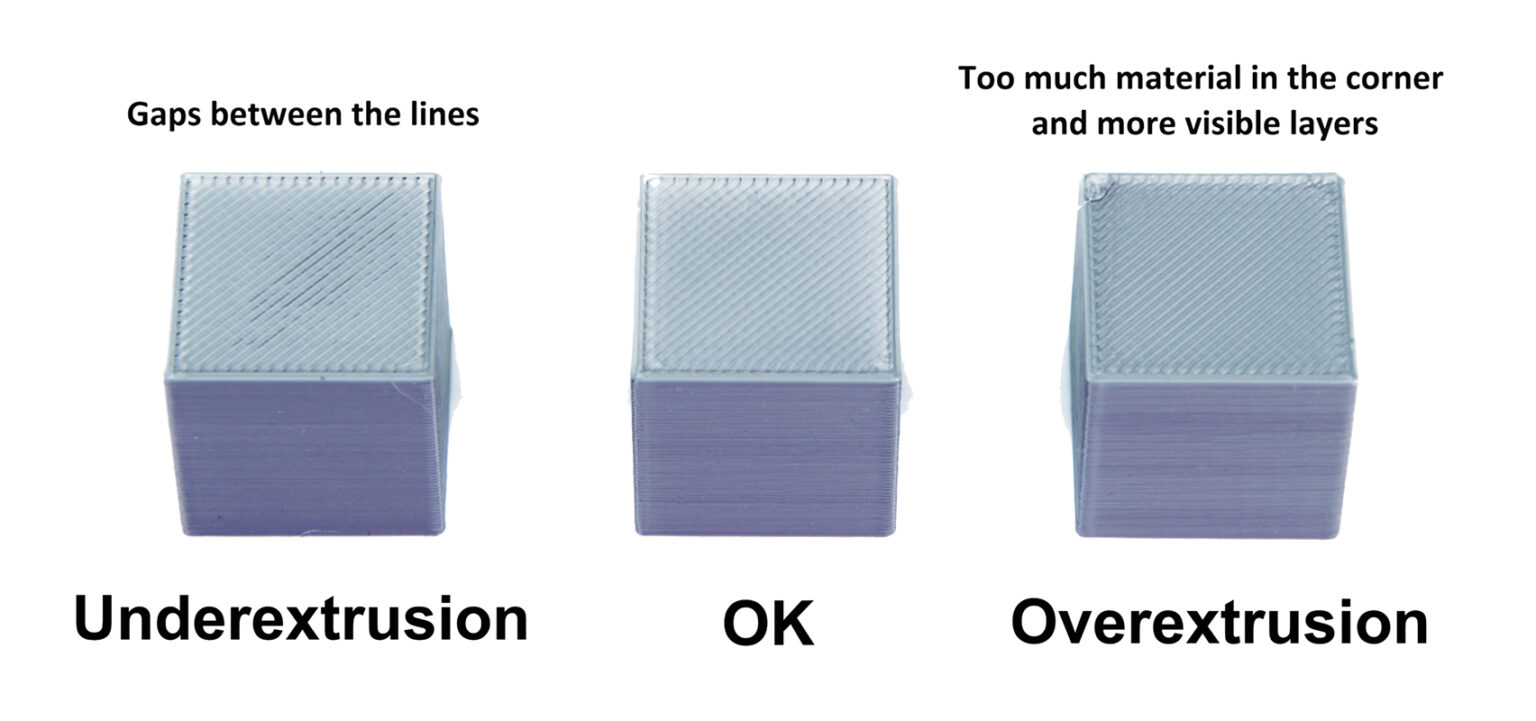
- Superextrusão: Material desperdiçado, bolhas, fios, superfícies ásperas, peças enfraquecidas.
- Subextrusão: Lacunas, camadas fracas, acabamento superficial insatisfatório, furos.
 Fonte: ajuda.prusa3d.com
Fonte: ajuda.prusa3d.com
O problema com os testes do OrcaSlicer "olhando"
Muitos de nós tentamos inspecionar visualmente os ladrilhos de calibração do OrcaSlicer para encontrar o mais "liso". A reclamação comum? "Todos os meus ladrilhos parecem idênticos!" Isso não é culpa sua; é porque:
- Olhos humanos têm dificuldade: É difícil ver pequenas diferenças.
- Problemas ocultos: Problemas mecânicos (gantry solto) ou outras configurações do fatiador (Velocidade Volumétrica Máxima) podem mascarar as variações reais do fluxo. Se a sua impressora não conseguir extrudar fisicamente a quantidade solicitada, ou se o próprio código G de teste estiver com defeito, as diferenças visuais não aparecerão.
Isso significa que precisamos de uma abordagem quantitativa.
A solução objetiva: calibração baseada em medição
Para realmente definir sua vazão, usaremos medições.
1. Pré-requisitos essenciais (não pule estes!)
Antes de mais nada, certifique-se de que estes itens estejam corretos:
- Calibre os Passos E Primeiro: Sua extrusora deve mover a quantidade exata de filamento comandada. Um valor incorreto de Passo E introduz um erro consistente que arruína qualquer calibração de vazão. Consulte este guia passo a passo detalhado em All3DP.
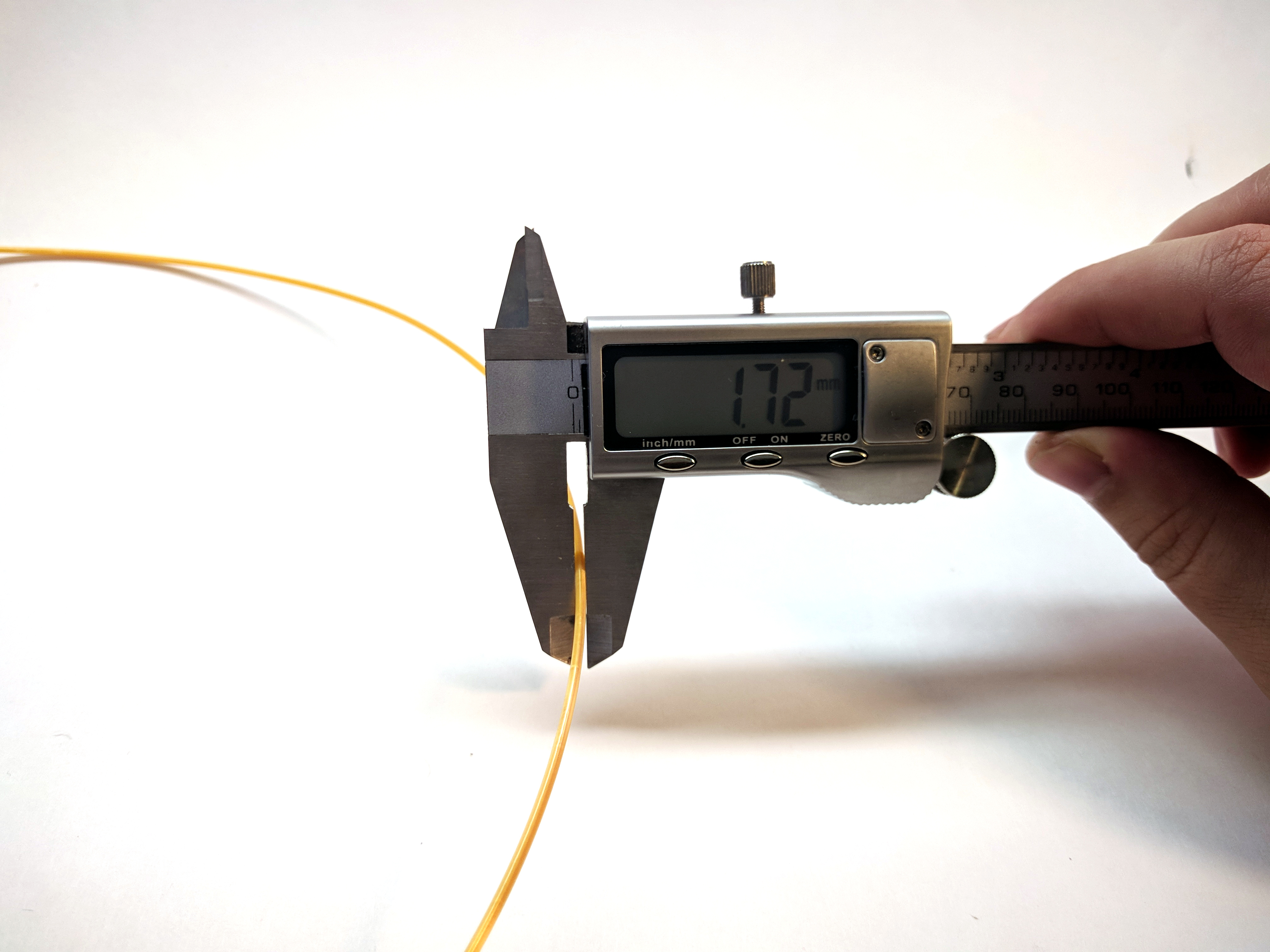
- Meça o Diâmetro do Filamento: O diâmetro do filamento pode variar. Meça o filamento em vários pontos com um paquímetro (por exemplo, 5 medições com 10 cm de distância) e insira a média no OrcaSlicer nas configurações do filamento. Isso remove uma variável oculta que afeta sua vazão.
 Fonte: captubes.com
Fonte: captubes.com
2. O Teste do Cubo de Parede Única
Este é o método mais confiável. Você imprimirá um cubo oco de parede única e medirá sua espessura com precisão.
Configurando o OrcaSlicer para o teste
- Baixe um cubo de teste STL de parede única (por exemplo, Cubos de Calibração da Max em Printables.com).
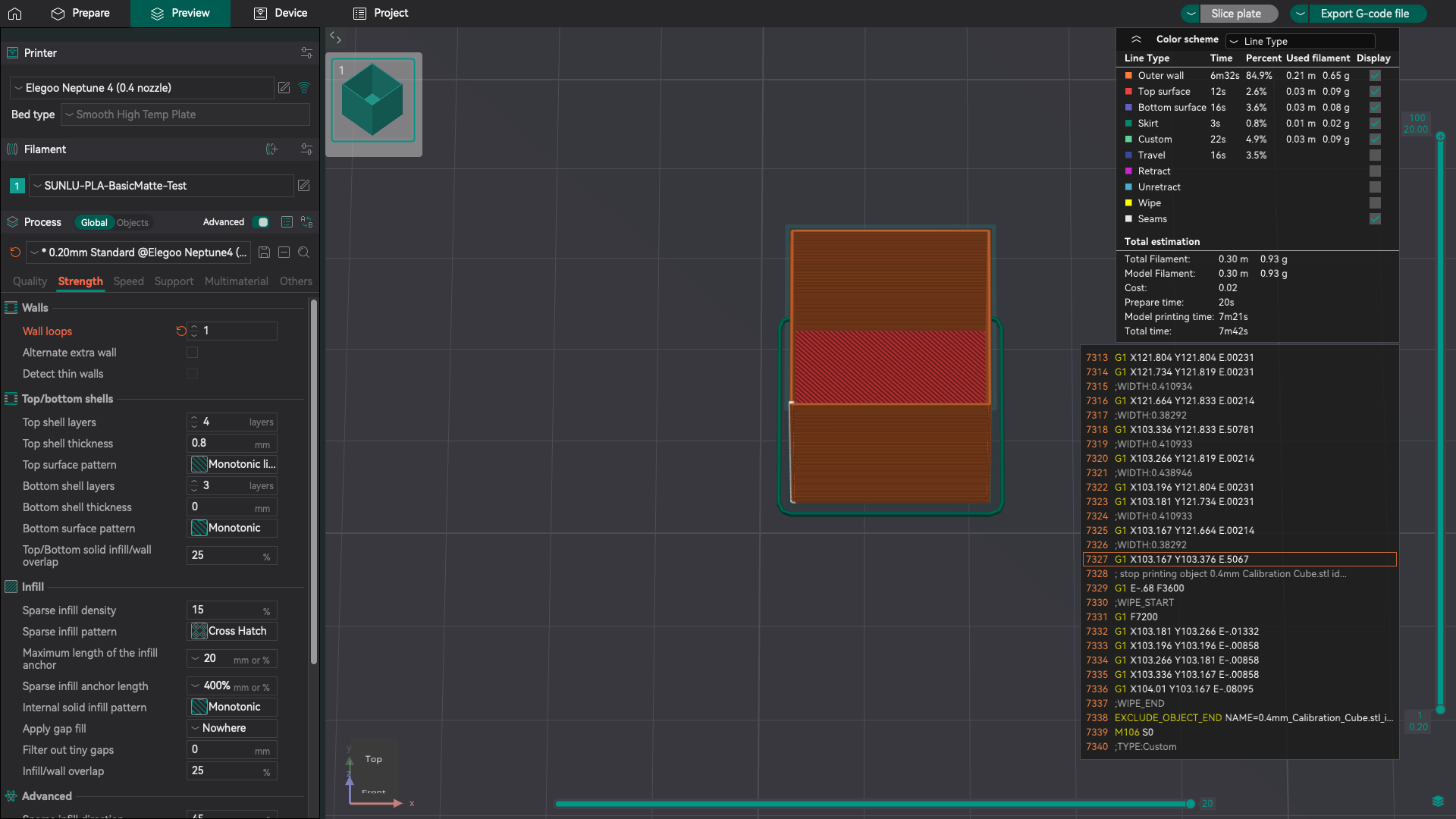
- No OrcaSlicer, defina estas configurações principais de impressão:
- Altura da Camada: A altura típica da camada de impressão (por exemplo, 0,2 mm).
- Perímetros/Loops de Parede: Defina como 1. Verifique na pré-visualização!
- Camadas Superiores: Defina como 0.
- Preenchimento: Defina como 0%.
- Modo Vaso (Espiralização): Frequentemente habilitado para este teste (geralmente funciona bem no OrcaSlicer).
- Largura da Linha (Largura de Extrusão): CRÍTICA. Defina para corresponder precisamente ao seu diâmetro do bico (por exemplo, 0,4 mm para um bico de 0,4 mm).
- Velocidade de Impressão: Use sua velocidade normal de impressão de parede.
- Taxa de fluxo inicial: definida como 1,0 (100%) nas configurações do filamento para esta impressão de teste.
- Fatie e imprima seu cubo
Medição precisa
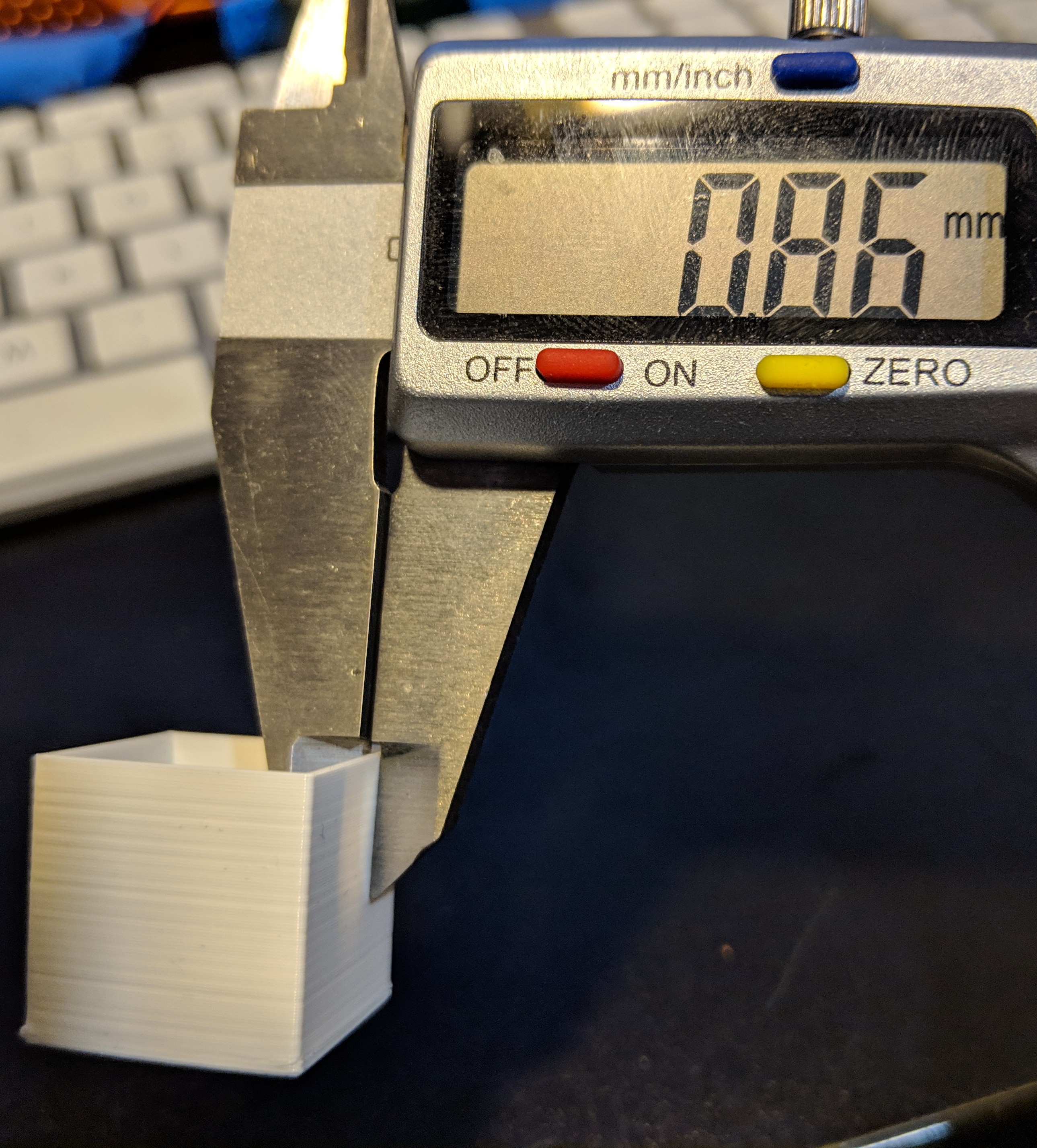
Após esfriar, remova a impressão. Use um paquímetro digital preciso ou um micrômetro. Faça várias medições (por exemplo, três por parede, nas quatro paredes) em direção ao centro das paredes. Evite cantos ou a primeira/última camada, pois podem ser imprecisos. Calcule a média dessas medições para obter um resultado confiável.
 Fonte: 3dprinting.stackexchange.com
Fonte: 3dprinting.stackexchange.com
Calcule sua nova taxa de fluxo
Use esta fórmula:
Nova vazão = (Espessura da parede alvo / Espessura média da parede medida) * Taxa de vazão atual
- Espessura da Parede Alvo: O valor definido no OrcaSlicer (por exemplo, 0,4 mm).
- Espessura Média da Parede Medida: O valor que você acabou de medir.
- Taxa de Fluxo Atual: O valor que você utilizou para o teste (1,0 ou 100%).
Exemplo: Alvo: 0,4 mm, Medido: 0,42 mm, Fluxo atual: 1,0 Nova vazão = (0,40 / 0,42) * 1,0 = 0,952
Refinamento Iterativo
Atualize seu perfil de filamento no OrcaSlicer com a nova vazão. Em seguida, reimprima o cubo de parede única e meça novamente. Repita até que a espessura de parede medida esteja muito próxima da sua meta. Procure um desvio inferior a 3% para maior precisão.
Dicas rápidas para testes integrados do OrcaSlicer
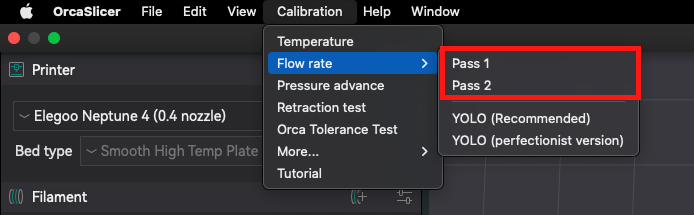
Mesmo que você prefira o cubo de parede única, entender os testes "Pass 1" e "Pass 2" integrados do OrcaSlicer pode ajudar. Eles variam as vazões entre os blocos, o que você pode avaliar objetivamente.
 Fonte: obico.io
Fonte: obico.io
Além da suavidade visual: Procure por:
- Sem espaços visíveis (subextrusão).
- Sem acúmulo excessivo de material ou rugosidade (superextrusão).
- Segure contra a luz para detectar pequenos espaços entre as linhas.
Solução de problemas de "blocos idênticos": Este problema comum sinaliza problemas mais profundos:
- Velocidade Volumétrica Máxima (MVS) baixa: Se a MVS no seu perfil de filamento for muito baixa, ela limitará o fluxo em todos os painéis. Aumente-a.
- Velocidade de Impressão: Reduzir temporariamente a velocidade de impressão de teste pode revelar diferenças se a MVS estiver limitando.
- Problemas Mecânicos: Porcas do pórtico soltas, bicos danificados ou etapas E incorretas podem ocultar variações de fluxo.
- Redefinir Perfis: Às vezes, reconstruir o perfil do OrcaSlicer do zero pode resolver problemas estranhos.
Além do fluxo básico: considerações avançadas
- Calibração da Taxa de Fluxo Volumétrico (Fluxo Máx.): Define a capacidade máxima de fusão do seu hotend (mm³/s). A calibração define o limite de velocidade para a sua impressora sem subextrusão. O OrcaSlicer possui um teste integrado de "Taxa de Fluxo Máx.". Consulte nosso outro guia para obter mais informações sobre o teste de Velocidade Volumétrica Máxima!
- Calibração do Avanço de Pressão (Fator K): Esta configuração de firmware evita cantos e vãos salientes, ajustando a extrusão em torno das mudanças de velocidade. Crucial para detalhes nítidos. Você também pode consultar o este guia para realizar uma calibração do avanço de pressão.
Conclusão
A calibração objetiva da vazão é essencial para impressões 3D excepcionais. Ao priorizar a calibração em etapas, medições precisas do diâmetro do filamento e o teste de cubo de parede única, você ganhará precisão. Quando os testes integrados do OrcaSlicer parecerem travados, lembre-se de verificar o MVS e a integridade mecânica. Adote o ajuste baseado em dados e você desbloqueará todo o potencial da sua impressora!
Also available in: Deutsch | English | Español | Français | Italiano | Nederlands | Polski | Русский