Guía rápida: Calibración del caudal en OrcaSlicer con métodos objetivos

¿Frustrado por la calibración subjetiva del caudal en OrcaSlicer? Esta guía rápida le ayudará a evitar las conjeturas y a controlar objetivamente el caudal para obtener impresiones perfectas.
Por qué es importante el caudal (versión corta)
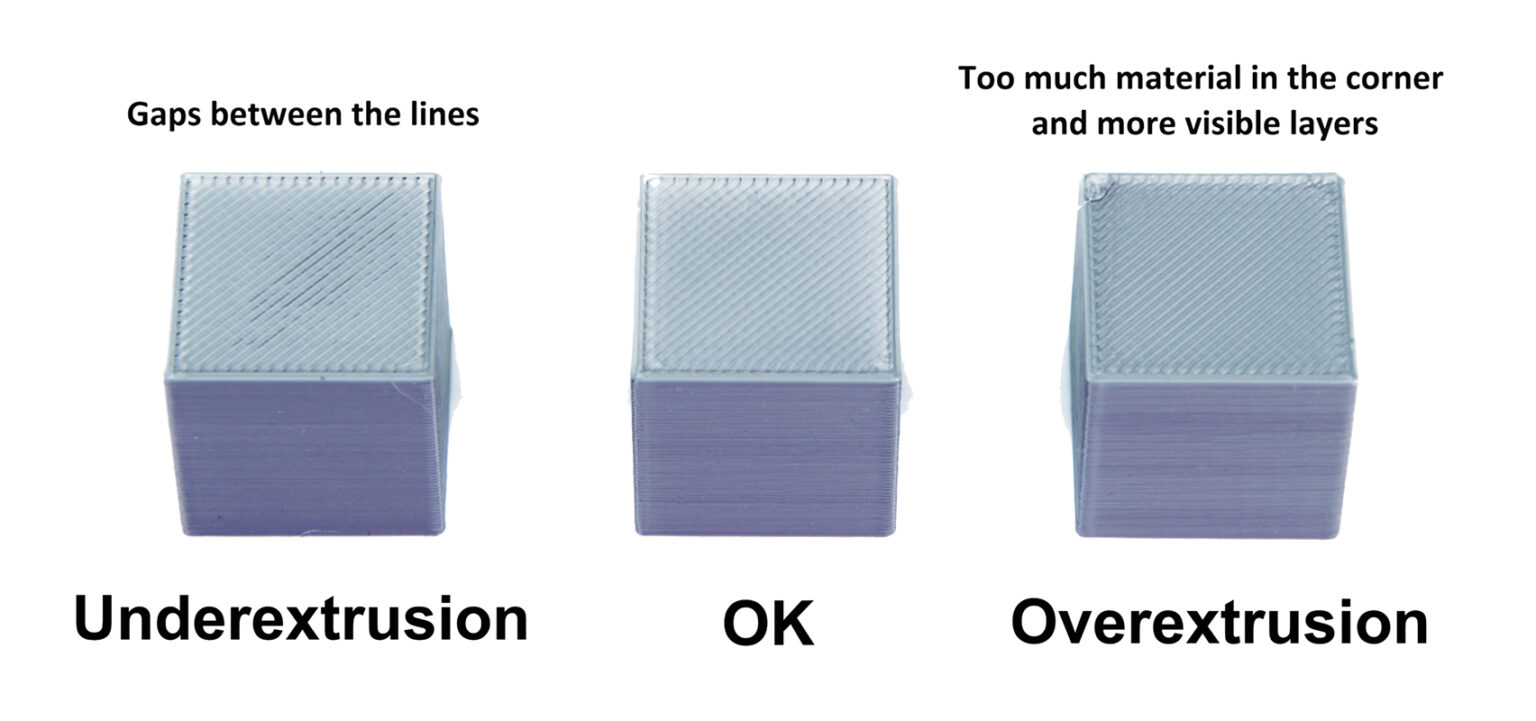
El caudal (Multiplicador de Extrusión, EM) controla la cantidad de filamento que extruye la boquilla. Si lo haces bien, tus impresiones serán resistentes, dimensionalmente precisas y suaves. Si lo haces mal, te encontrarás con problemas como:
- Sobreextrusión: Desperdicio de material, manchas, filamentos, superficies rugosas, piezas debilitadas.
- Subextrusión: Huecos, capas débiles, mal acabado superficial, agujeros.
 Fuente: ayuda.prusa3d.com
Fuente: ayuda.prusa3d.com
El problema de "calcular a ojo" las pruebas de OrcaSlicer
Muchos intentamos inspeccionar visualmente las fichas de calibración de OrcaSlicer para encontrar la más uniforme. ¿La queja más común? "¡Todas mis fichas parecen idénticas!". No es culpa tuya; se debe a que:
El ojo humano tiene dificultades: Es difícil apreciar pequeñas diferencias.
- Problemas ocultos: Los problemas mecánicos (pórtico suelto) u otros ajustes de la cortadora (velocidad volumétrica máxima) pueden ocultar las variaciones reales del flujo. Si su impresora no puede extruir físicamente la cantidad indicada, o si el código G de prueba presenta errores, no se observarán diferencias visuales.
Esto significa que necesitamos un enfoque cuantitativo.
La solución objetiva: calibración basada en mediciones
Para determinar con exactitud su caudal, utilizaremos medidas.
1. Requisitos previos esenciales (¡No los omitas!)
Antes de cualquier otra cosa, asegúrese de que estos valores estén marcados:
- Primero calibra los E-Steps: Tu extrusor debe mover la cantidad exacta de filamento indicada. Un valor incorrecto de E-Step introduce un error constante que arruina cualquier calibración del flujo. Consulta esta guía detallada paso a paso de All3DP.
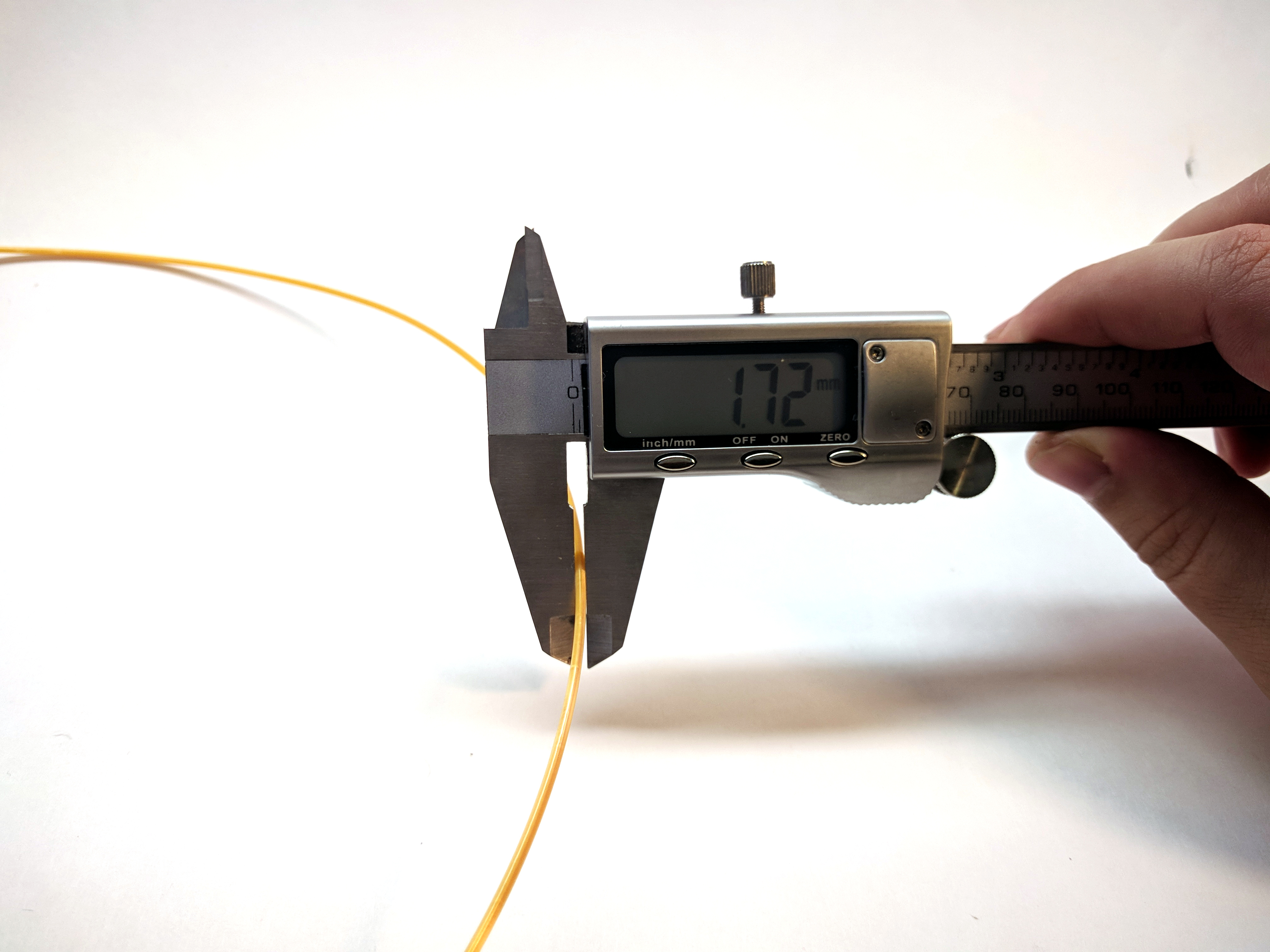
- Mide el diámetro del filamento: El diámetro del filamento puede variar. Mide el filamento en varios puntos con un calibrador (por ejemplo, 5 mediciones con una separación de 10 cm) e introduce el promedio en OrcaSlicer, en la configuración del filamento. Esto elimina una variable oculta que afecta el flujo.
 Fuente: captubes.com
Fuente: captubes.com
2. La prueba del cubo de pared simple
Este es el método más fiable. Imprimirás un cubo hueco de una sola pared y medirás su espesor con precisión.
Configuración de OrcaSlicer para la prueba
- Descargue un STL de cubo de prueba de pared simple (p. ej., Cubos de calibración de Max en Printables.com).
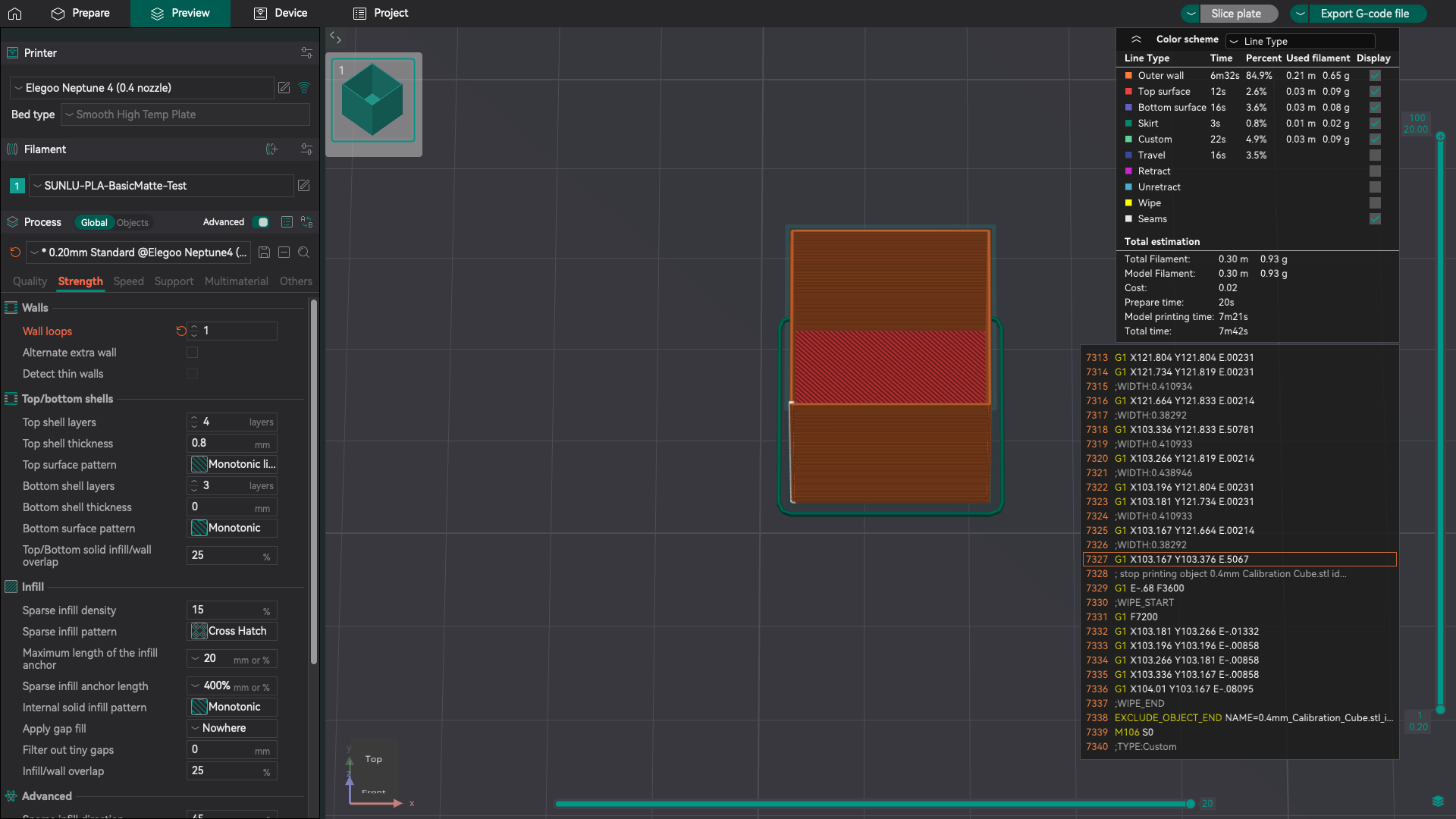
- En OrcaSlicer, configure estos ajustes de impresión clave:
- Altura de capa: La altura de capa de impresión habitual (p. ej., 0,2 mm).
- Perímetros/Bucles de pared: Ajústelo a 1. ¡Verifique en la vista previa!
- Capas superiores: Ajústelo a 0.
- Relleno: Ajústelo a 0 %.
- Modo Jarrón (Espiralizar): Suele estar habilitado para esta prueba (suele funcionar correctamente en OrcaSlicer).
- Ancho de línea (Ancho de extrusión): IMPORTANTE. Ajústelo para que coincida con el diámetro de la boquilla (p. ej., 0,4 mm para una boquilla de 0,4 mm).
- Velocidad de impresión: Utilice su velocidad habitual de impresión de pared. * Tasa de flujo inicial: Establezca en 1.0 (100%) en la configuración del filamento para esta impresión de prueba.
- Corta e imprime tu cubo
Medición precisa
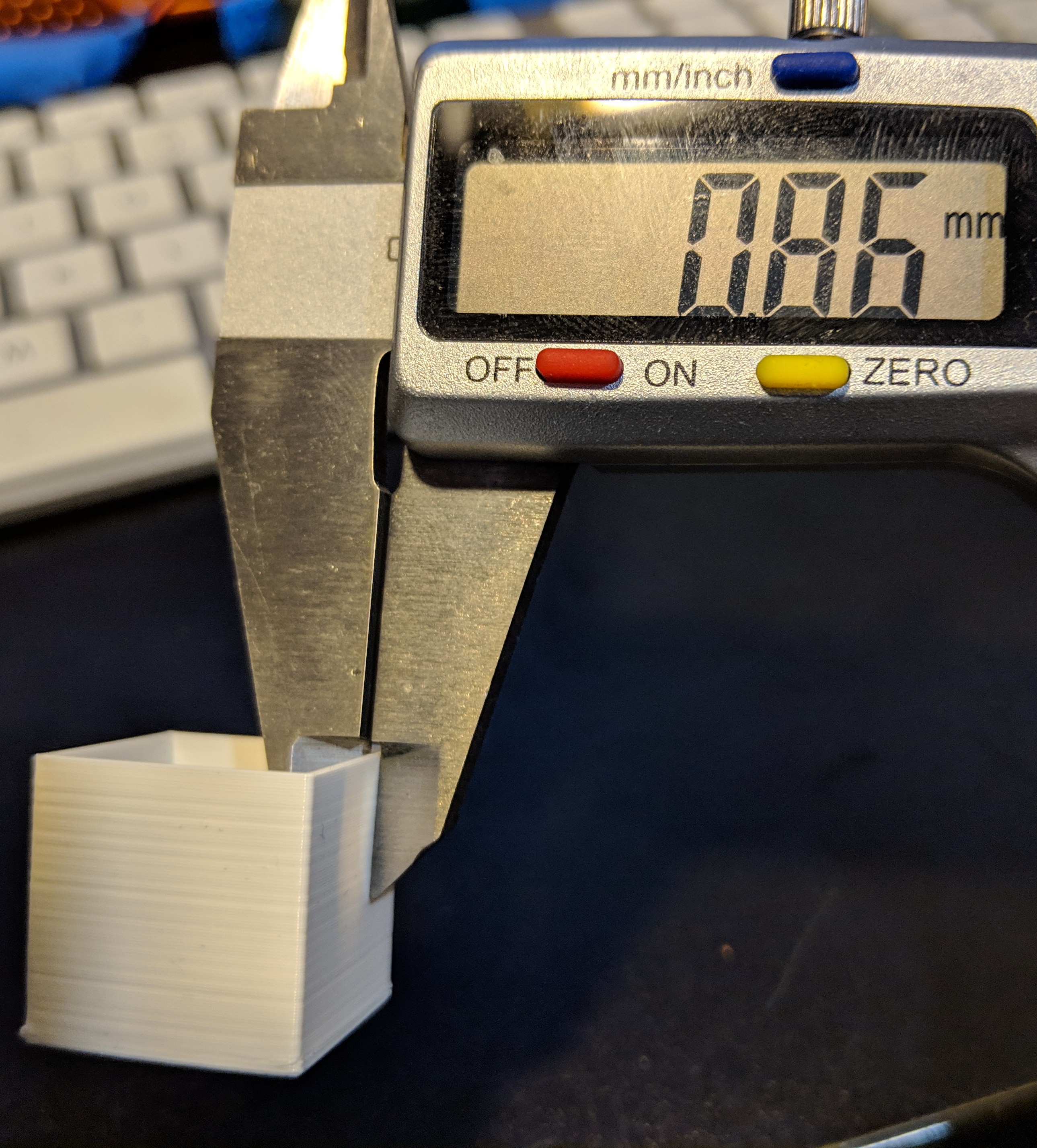
Una vez fría, retire la impresión. Utilice un calibrador digital preciso o un micrómetro. Tome varias medidas (por ejemplo, tres por pared, las cuatro paredes) hacia el centro de las paredes. Evite las esquinas o la primera o la última capa, ya que pueden ser imprecisas. Promedie estas medidas para obtener un resultado fiable.
 Fuente: impresión3d.stackexchange.com
Fuente: impresión3d.stackexchange.com
Calcula tu nueva relación de flujo
Utilice esta fórmula:
Nuevo caudal = (Espesor de pared objetivo / Espesor de pared medido promedio) * Caudal actual
- Espesor de pared objetivo: El que configuraste en OrcaSlicer (p. ej., 0,4 mm).
- Espesor de pared promedio medido: El que acabas de medir.
- Caudal actual: El que usaste para la prueba (1,0 o 100%).
Ejemplo: Objetivo: 0,4 mm, Medido: 0,42 mm, Flujo de corriente: 1,0 Nuevo caudal = (0,40 / 0,42) = 1,0 = 0,952
Refinamiento iterativo
Actualice su perfil de filamento en OrcaSlicer con el nuevo caudal. A continuación, reimprima el cubo de pared simple y mida de nuevo. Repita el proceso hasta que el espesor de pared medido se acerque mucho al objetivo. Para mayor precisión, intente una desviación inferior al 3 %.
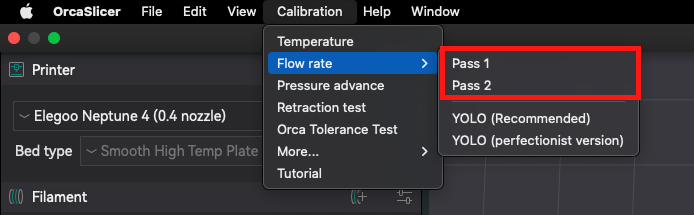
Consejos rápidos para las pruebas integradas de OrcaSlicer
Incluso si prefiere el cubo de pared simple, comprender las pruebas integradas de "Pase 1" y "Pase 2" de OrcaSlicer puede ser útil. Estas varían los caudales entre los mosaicos, lo cual puede evaluar objetivamente.
 Fuente: obico.io
Fuente: obico.io
Más allá de la suavidad visual: Busque:
- Sin espacios visibles (extrusión insuficiente).
- Sin acumulación excesiva de material ni rugosidad (extrusión excesiva).
- Sostenga el papel a contraluz para detectar pequeños espacios entre las líneas.
Solución de problemas de "Mosaicos idénticos": Este problema común indica problemas más profundos:
- Velocidad Volumétrica Máxima (MVS) baja: Si la MVS en tu perfil de filamento es demasiado baja, limita el flujo en todas las placas. Auméntala.
- Velocidad de Impresión: Reducir temporalmente la velocidad de impresión de prueba puede revelar diferencias si la MVS es limitada.
- Problemas Mecánicos: Tuercas del pórtico sueltas, boquillas dañadas o pasos E incorrectos pueden ocultar variaciones de flujo.
- Restablecer Perfiles: A veces, reconstruir tu perfil de OrcaSlicer desde cero puede resolver problemas inusuales.
Más allá del flujo básico: consideraciones avanzadas
- Calibración del Caudal Volumétrico (Flujo Máximo): Define la capacidad máxima de fusión del hotend (mm³/s). Su calibración establece el límite de velocidad de la impresora sin subextrusión. OrcaSlicer incorpora una prueba de "Flujo Máximo". Consulta nuestro otra guía para obtener más información sobre la prueba de Velocidad Volumétrica Máxima.
- Calibración del Avance de Presión (Factor K): Esta configuración del firmware evita que se formen esquinas y huecos abultados ajustando la extrusión según los cambios de velocidad. Es crucial para obtener detalles nítidos. También puedes consultar el esta guía para realizar una calibración del avance de presión.
Conclusión
La calibración objetiva del caudal es clave para obtener impresiones 3D excepcionales. Al priorizar la calibración E-step, las mediciones precisas del diámetro del filamento y la prueba del cubo de pared simple, obtendrá mayor precisión. Cuando las pruebas integradas de OrcaSlicer parezcan atascadas, recuerde comprobar el MVS y la integridad mecánica. ¡Aproveche el ajuste basado en datos y desbloquee todo el potencial de su impresora!
Also available in: Deutsch | English | Français | Italiano | Nederlands | Polski | Português | Русский