Kurzanleitung: Kalibrieren der Durchflussrate in OrcaSlicer mit objektiven Methoden

Frustriert von der „subjektiven“ Durchflusskalibrierung in OrcaSlicer? Diese Kurzanleitung hilft Ihnen, das Rätselraten hinter sich zu lassen und Ihre Durchflussrate objektiv zu steuern, um konstant perfekte Drucke zu erzielen.
Warum die Durchflussrate wichtig ist (Die Kurzfassung)
Die Durchflussrate (Extrusionsmultiplikator, EM) steuert, wie viel Filament Ihre Düse extrudiert. Wenn Sie sie richtig einstellen, sind Ihre Drucke stabil, maßhaltig und glatt. Bei falscher Einstellung treten Probleme auf wie:
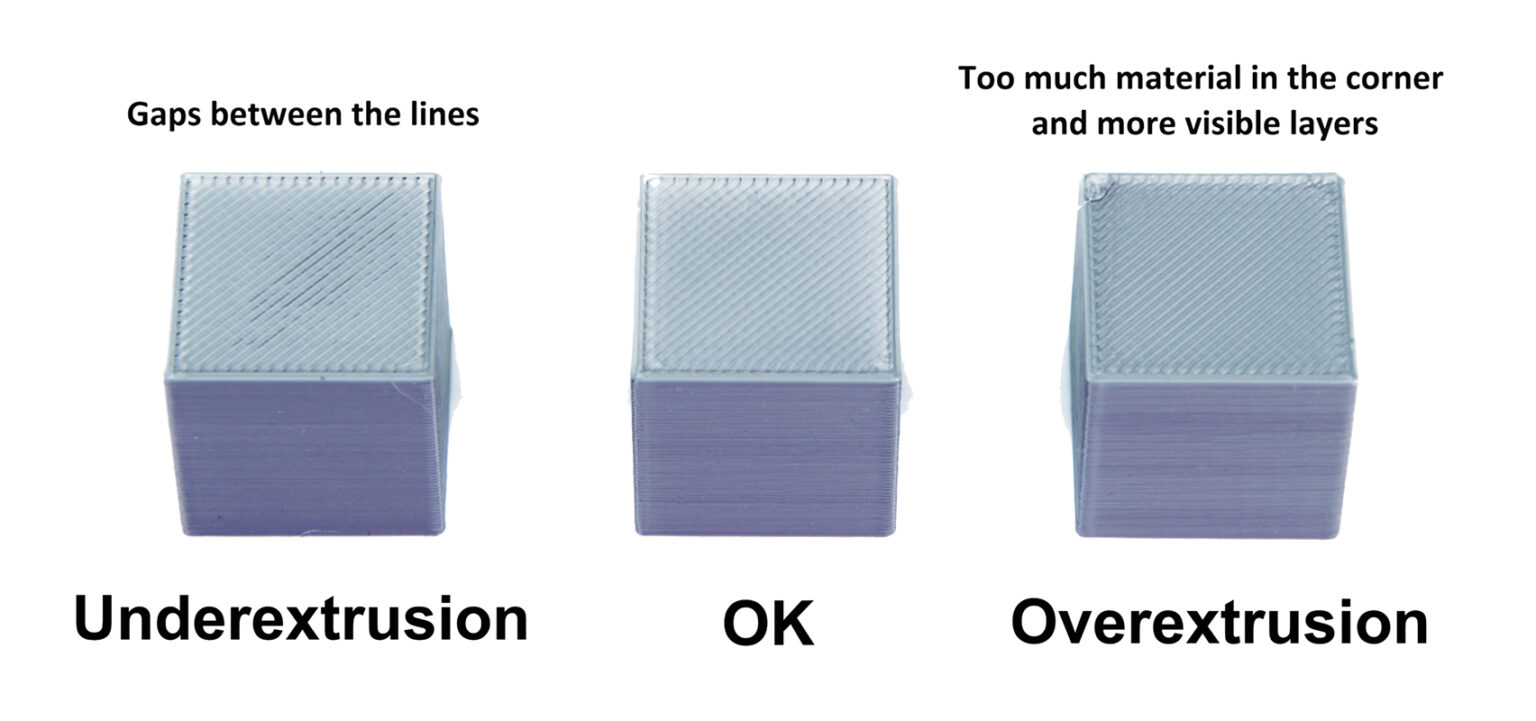
- Überextrusion: Materialverschwendung, Kleckse, Fadenbildung, raue Oberflächen, geschwächte Teile.
- Unterextrusion: Lücken, schwache Schichten, schlechte Oberflächenbeschaffenheit, Löcher.
 Quelle: help.prusa3d.com
Quelle: help.prusa3d.com
Das Problem mit dem "Schätzen" der Tests von OrcaSlicer
Viele von uns versuchen, die Kalibrierungskacheln von OrcaSlicer visuell zu überprüfen und die „glatteste“ zu finden. Die häufigste Beschwerde? „Alle meine Kacheln sehen identisch aus!“ Das ist nicht Ihre Schuld; es liegt daran:
- Das menschliche Auge hat Schwierigkeiten: Kleine Unterschiede sind schwer zu erkennen.
- Versteckte Probleme: Mechanische Probleme (loses Portal) oder andere Slicer-Einstellungen (maximale volumetrische Geschwindigkeit) können die tatsächlichen Durchflussschwankungen verschleiern. Wenn Ihr Drucker die vorgegebene Menge physisch nicht extrudieren kann oder der Test-G-Code selbst fehlerhaft ist, werden keine sichtbaren Unterschiede sichtbar.
Das bedeutet, dass wir einen quantitativen Ansatz benötigen.
Die objektive Lösung: Messbasierte Kalibrierung
Um Ihre Durchflussrate wirklich zu ermitteln, verwenden wir Messungen.
1. Wichtige Voraussetzungen (Nicht überspringen!)
Stellen Sie zunächst sicher, dass Folgendes eingestellt ist:
- E-Steps zuerst kalibrieren: Ihr Extruder muss die exakt vorgegebene Filamentmenge bewegen. Ein falscher E-Step-Wert führt zu einem dauerhaften Fehler, der jede Durchflusskalibrierung zunichte macht. Lesen Sie diese ausführliche Schritt-für-Schritt-Anleitung von All3DP.
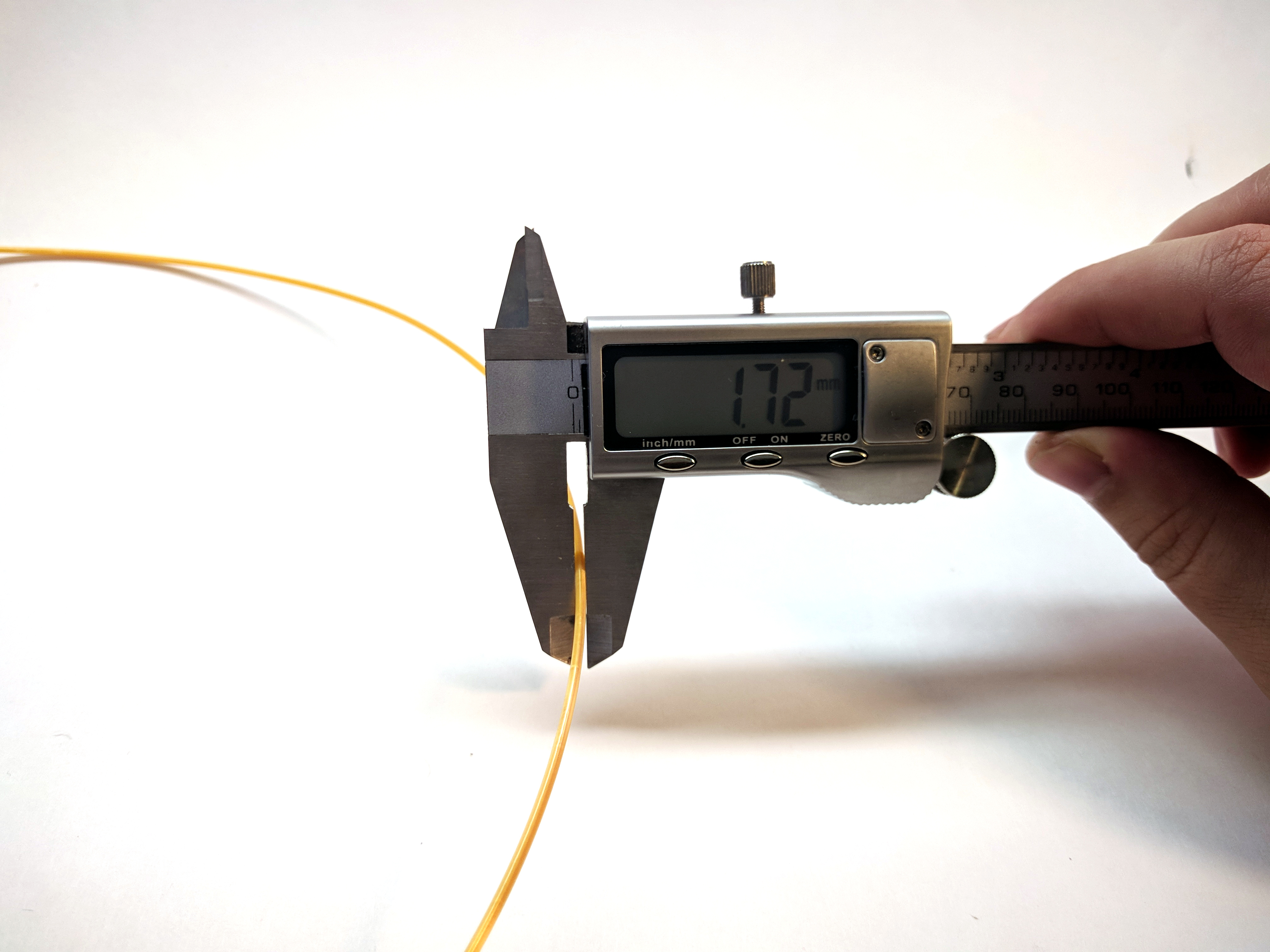
- Filamentdurchmesser messen: Der Filamentdurchmesser kann variieren. Messen Sie Ihr Filament an mehreren Stellen mit einem Messschieber (z. B. 5 Messungen im Abstand von 10 cm) und geben Sie den Durchschnitt in OrcaSlicer unter den Filamenteinstellungen ein. Dadurch wird eine versteckte Variable, die Ihren Durchfluss beeinflusst, entfernt.
 Quelle: captubes.com
Quelle: captubes.com
2. Der Einwandwürfeltest
Dies ist die zuverlässigste Methode. Sie drucken einen hohlen, einwandigen Würfel und messen seine Dicke genau.
OrcaSlicer für den Test einrichten
- Laden Sie eine STL-Datei für einen einwandigen Testwürfel herunter (z. B. Kalibrierungswürfel von Max auf Printables.com).
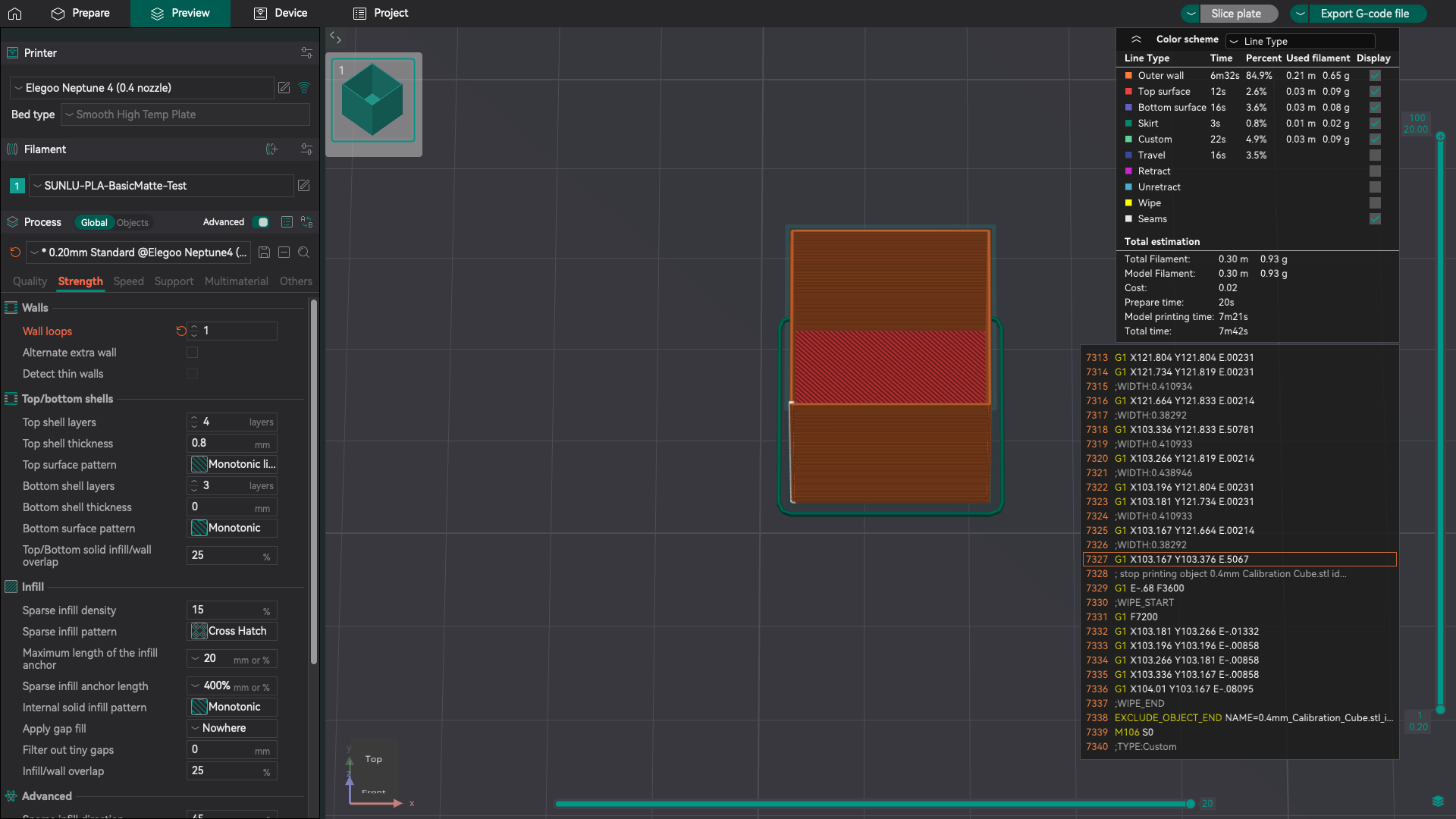
- Legen Sie in OrcaSlicer die folgenden wichtigen Druckeinstellungen fest:
- Schichthöhe: Ihre typische Druckschichthöhe (z. B. 0,2 mm).
- Umfänge/Wandschleifen: Auf 1 einstellen. In der Vorschau überprüfen!
- Obere Schichten: Auf 0 einstellen.
- Füllung: Auf 0 % einstellen.
- Vasenmodus (Spiralform): Wird häufig für diesen Test aktiviert (funktioniert in OrcaSlicer normalerweise einwandfrei).
- Linienbreite (Extrusionsbreite): WICHTIG. Stellen Sie sie so ein, dass sie genau Ihrem Düsendurchmesser entspricht (z. B. 0,4 mm für eine 0,4-mm-Düse).
- Druckgeschwindigkeit: Verwenden Sie Ihre normale Wanddruckgeschwindigkeit.
- Anfängliche Durchflussrate: In den Filamenteinstellungen für diesen Testdruck auf 1,0 (100 %) einstellen.
- Schneiden und drucken Sie Ihren Würfel
Präzise Messung
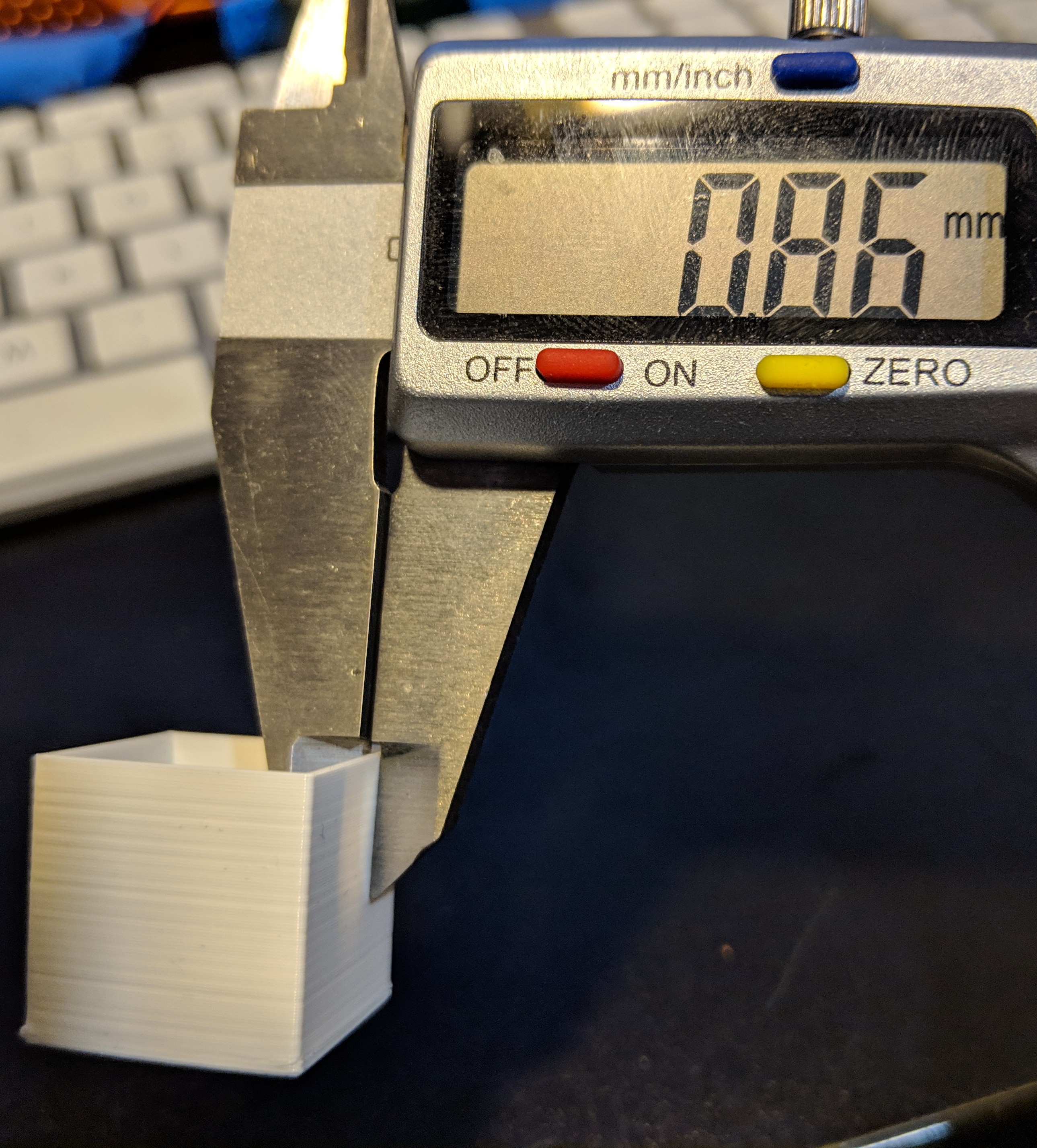
Nach dem Abkühlen den Druck entfernen. Verwenden Sie einen präzisen digitalen Messschieber oder ein Mikrometer.
Führen Sie mehrere Messungen (z. B. drei pro Wand, alle vier Wände) in Richtung Wandmitte durch. Vermeiden Sie Ecken oder die erste/letzte Schicht, da diese ungenaue Ergebnisse liefern können. Für ein zuverlässiges Ergebnis mitteln Sie diese Messungen.
 Quelle: 3dprinting.stackexchange.com
Quelle: 3dprinting.stackexchange.com
Berechnen Sie Ihr neues Durchflussverhältnis
Verwenden Sie diese Formel:
Neue Durchflussrate = (Zielwandstärke / Durchschnittlich gemessene Wandstärke) * Aktuelle Durchflussrate
- Zielwandstärke: Die von Ihnen in OrcaSlicer festgelegte (z. B. 0,4 mm).
- Durchschnittlich gemessene Wandstärke: Die gerade gemessene.
- Aktuelle Durchflussrate: Die für den Test verwendete (1,0 oder 100 %).
Beispiel: Ziel: 0,4 mm, Gemessen: 0,42 mm, Aktueller Durchfluss: 1,0 Neue Durchflussrate = (0,40 / 0,42) * 1,0 = 0,952
Iterative Verfeinerung
Aktualisieren Sie Ihr Filamentprofil in OrcaSlicer mit der neuen Durchflussrate. Drucken Sie anschließend den einwandigen Würfel erneut und messen Sie erneut. Wiederholen Sie den Vorgang, bis die gemessene Wandstärke Ihrem Ziel sehr nahe kommt. Für höchste Präzision sollten Sie eine Abweichung von weniger als 3 % anstreben.
Kurztipps zu den integrierten Tests von OrcaSlicer
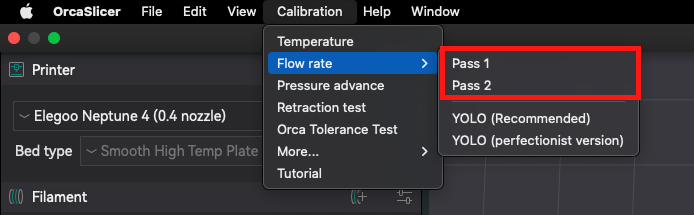
Auch wenn Sie den einwandigen Würfel bevorzugen, kann es hilfreich sein, die integrierten „Pass 1“- und „Pass 2“-Tests von OrcaSlicer zu verstehen. Sie variieren die Durchflussraten zwischen den Kacheln, was Sie objektiv beurteilen können.
 Quelle: obico.io
Quelle: obico.io
Mehr als visuelle Glätte: Achten Sie auf:
- Keine sichtbaren Lücken (Unterextrusion).
- Keine übermäßige Materialansammlung oder Rauheit (Überextrusion).
- Gegen das Licht halten, um winzige Lücken zwischen den Linien zu erkennen.
Fehlerbehebung bei „identischen Kacheln“: Dieses häufige Problem weist auf tiefer liegende Probleme hin:
- Niedrige maximale Volumengeschwindigkeit (MVS): Wenn die MVS in Ihrem Filamentprofil zu niedrig ist, begrenzt sie den Durchfluss über alle Kacheln. Erhöhen Sie sie.
- Druckgeschwindigkeit: Eine vorübergehende Verlangsamung der Testdruckgeschwindigkeit kann Unterschiede aufdecken, wenn die MVS begrenzt ist.
- Mechanische Probleme: Lose Portalmuttern, beschädigte Düsen oder falsche E-Schritte können Durchflussabweichungen verbergen.
- Profile zurücksetzen: Manchmal kann ein vollständiger Neuaufbau Ihres OrcaSlicer-Profils ungewöhnliche Probleme beheben.
Über den grundlegenden Ablauf hinaus: Erweiterte Überlegungen
- Kalibrierung der volumetrischen Durchflussrate (Max. Durchfluss): Diese Einstellung definiert die maximale Schmelzleistung Ihres Hotends (mm³/s). Durch die Kalibrierung wird die Geschwindigkeitsbegrenzung Ihres Druckers ohne Unterextrusion festgelegt. OrcaSlicer verfügt über einen integrierten Test für die maximale Durchflussrate. Weitere Informationen zum Test der maximalen volumetrischen Geschwindigkeit finden Sie unter andere Anleitung!
- Kalibrierung der Druckvorverstellung (K-Faktor): Diese Firmware-Einstellung verhindert aufgewölbte Ecken und Lücken, indem die Extrusion an Geschwindigkeitsänderungen angepasst wird. Entscheidend für scharfe Details. Informationen zur Kalibrierung der Druckvorverstellung finden Sie auch unter dieses Handbuch.
Abschluss
Eine objektive Durchflusskalibrierung ist der Schlüssel zu herausragenden 3D-Drucken. Durch die Priorisierung der E-Step-Kalibrierung, präziser Filamentdurchmessermessung und des Single-Wall-Cube-Tests gewinnen Sie an Präzision. Sollten die integrierten Tests von OrcaSlicer nicht funktionieren, überprüfen Sie unbedingt MVS und mechanische Integrität. Nutzen Sie datenbasiertes Tuning und schöpfen Sie das volle Potenzial Ihres Druckers aus!
Also available in: English | Español | Français | Italiano | Nederlands | Polski | Português | Русский