OrcaSlicer: Detaillierte Informationen zu den Kalibrierungsfunktionen für 3D-Drucker

Probiere JusPrin, das erste GenAI-3D-Druck-Tool, das auf OrcaSlicer aufbaut.
📢 Wir haben einen umfassenden, schrittweisen Kalibrierungsleitfaden veröffentlicht!
Dieser Artikel bietet einen guten Überblick über die Kalibrierungsfunktionen von OrcaSlicer, aber für die detailliertesten und aktuellsten Kalibrierungsanweisungen schauen Sie sich unseren Mastering Your Prints: The Comprehensive OrcaSlicer Calibration Guide an, der detaillierte Verfahren, Fehlerbehebungstipps und bewährte Praktiken für alle Kalibrierungstests enthält.
Wenn Sie schon eine Weile 3D-Druck betreiben, haben Sie wahrscheinlich schon von der Wichtigkeit der Kalibrierung Ihres Druckers gehört. Die Druckkalibrierung verbessert die Druckqualität, sorgt für konsistente Ergebnisse und steigert Ihre Gesamtproduktivität.
Im Internet finden Sie zahlreiche Ressourcen, die Ihnen bei der Kalibrierung Ihrer 3D-Drucke helfen. Michael von Teaching Tech verfügt über eine umfangreiche Bibliothek mit Tools zur Feinabstimmung Ihrer 3D-Drucke. Auch Thingiverse und Printables bieten eine Reihe von Kalibrierungsdrucken an.
OrcaSlicer vereint all diese Tools an einem Ort. So können Sie ganz einfach auf die Kalibrierungsdrucke zugreifen und sie verwenden, ohne sie herunterladen oder anderweitig verwenden zu müssen. Die Slicer-Einstellungen sind bereits festgelegt, Sie müssen nur noch auf „Drucken“ klicken!
In diesem Artikel tauchen wir tief in das Kalibrierungsmenü von OrcaSlicer ein. Wir werfen einen Blick auf die verschiedenen Optionen und wie Sie die Kalibrierungsdrucke zur Feinabstimmung Ihrer 3D-Druckergebnisse nutzen können.
Lasst uns kalibrieren und kreieren!
Warum müssen Sie Ihren 3D-Drucker kalibrieren?
Die Kalibrierung Ihres 3D-Druckers ist entscheidend für konsistente und hochwertige Drucke. Ohne ordnungsgemäße Kalibrierung können zahlreiche Probleme auftreten, von schlechter Schichthaftung und Maßungenauigkeiten bis hin zu unerwünschten Artefakten und Materialverschwendung. Durch die Kalibrierung wird sichergestellt, dass die Hardware- und Softwareeinstellungen Ihres Druckers harmonisch aufeinander abgestimmt sind und die Leistung des Geräts optimiert wird. Egal, ob Sie Hobbyist oder Profi sind: Nehmen Sie sich die Zeit, Ihren 3D-Drucker zu kalibrieren, um sicherzustellen, dass Ihre Kreationen Ihren Erwartungen entsprechen, das Risiko von Druckfehlern reduziert und die Effizienz Ihrer Materialien maximiert wird. Kurz gesagt: Die Kalibrierung ist der Schlüssel, um das volle Potenzial Ihrer 3D-Druckprojekte auszuschöpfen.
Während die Kalibrierung früher aufwändige manuelle Konfigurationen über verschiedene Softwarequellen oder Websites erforderte, ist die Kalibrierung mit OrcaSlicer ein Kinderspiel. In diesem Artikel stellen wir Ihnen die verschiedenen Kalibrierungsfunktionen von OrcaSlicer vor. Wenn Sie OrcaSlicer noch nicht verwenden oder mehr darüber erfahren möchten, lesen Sie unseren Leitfaden auf Erste Schritte mit OrcaSlicer.
Das OrcaSlicer-Kalibrierungsmenü
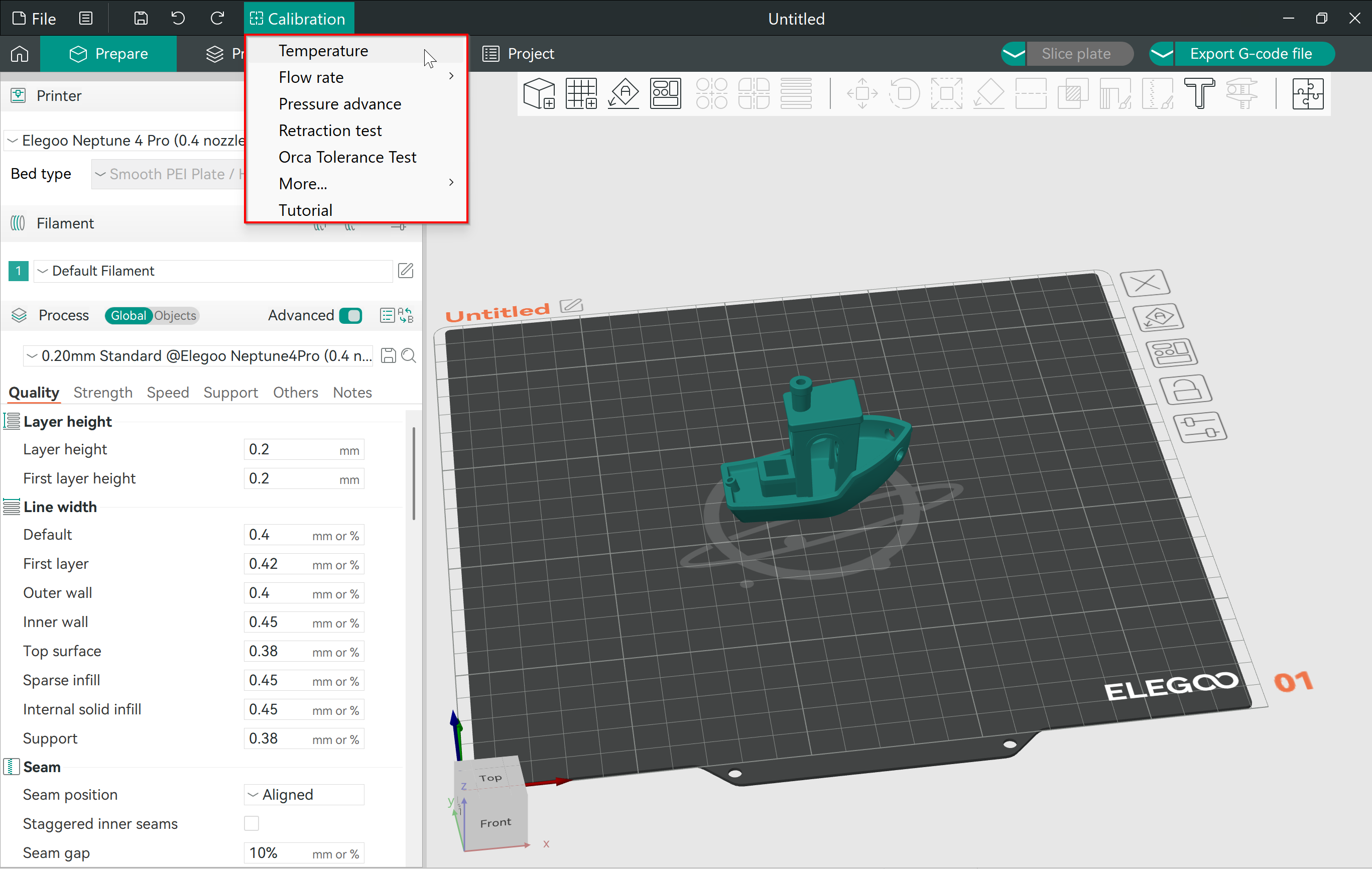
Das OrcaSlicer-Kalibrierungsmenü ist eine großartige Funktion, die direkt in den Slicer integriert ist. Wir gehen im Folgenden alle aktuell verfügbaren Kalibrierungsoptionen durch, darunter:
- Temperaturturm
- Durchflussrate
- Druckvorschub
- Toleranztest
- Max. (volumetrische) Durchflussrate
- Vertikale feine Artefakte
- Rückzugstest
Temperaturturm
Was ist das?
Der Temperaturturm eignet sich hervorragend, um die ideale Drucktemperatur für Ihr Material zu bestimmen. Die richtige Drucktemperatur sorgt für optimale Druckqualität, verleiht Ihren Teilen hohe Festigkeit und reduziert unerwünschte Stringing- oder Unterextrusionsprobleme.
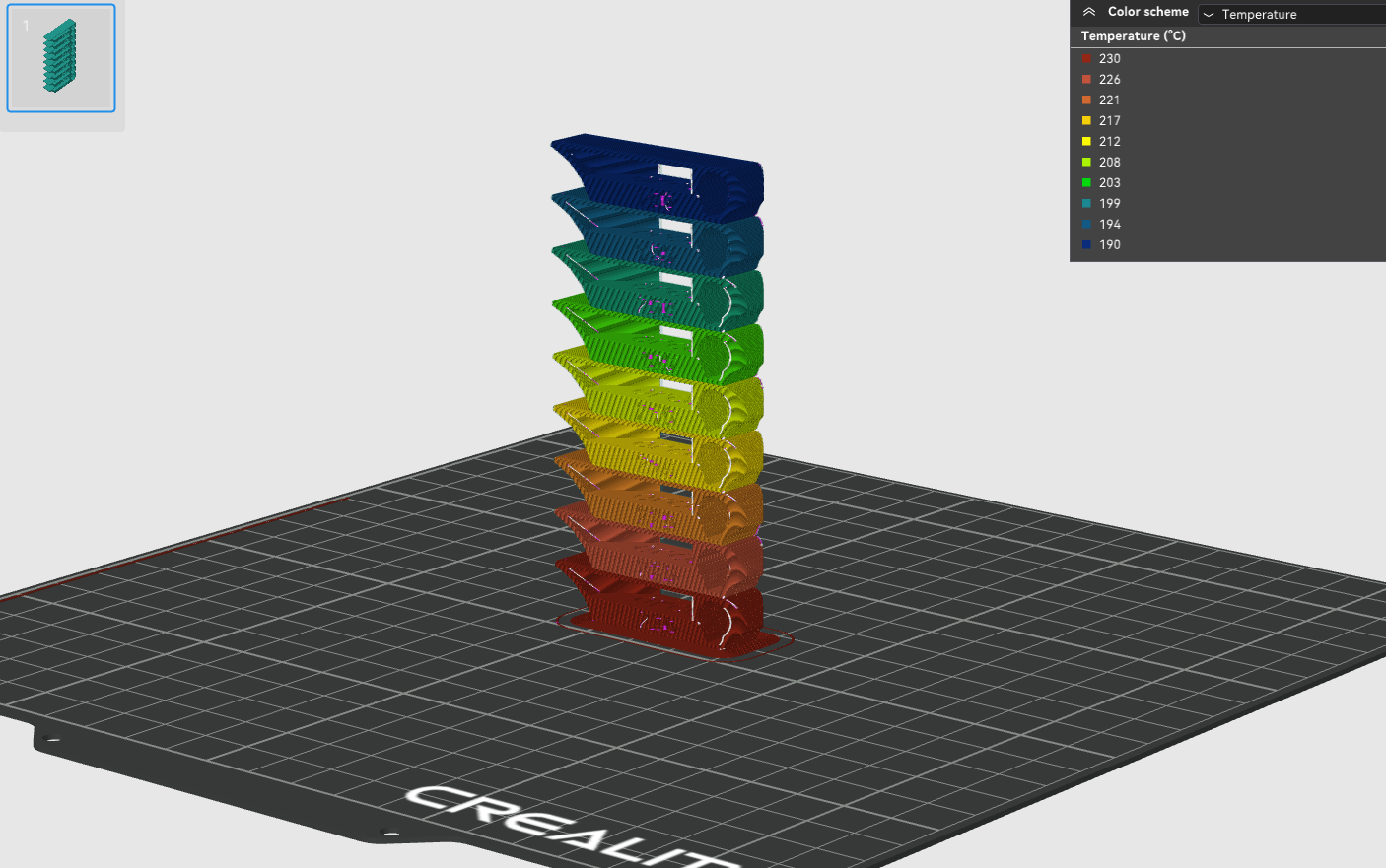
OrcaSlicer verwendet in seinem Kalibrierungsmenü eine Neuauflage des Smart Compact Temperaturkalibrierturms von gaaZolee. Der Turm verfügt über 5 °C-Temperaturschritte, und Sie können die Start- und Endtemperatur über die OrcaSlicer-Einstellungen festlegen.
Wie wird es ausgeführt?
- Wählen Sie „Temperatur“ im Kalibrierungsmenü.
- Geben Sie die gewünschten Start- und Endtemperaturen ein oder belassen Sie die Standardtemperaturen.
- Drucken Sie den Temperaturturm. Orca Slicer passt die Temperatur während des Druckvorgangs automatisch an, damit Sie die optimale Temperatur für Ihr Filament bestimmen können.
Während Sie auf den Druck Ihres Temperaturturms warten, testen Sie Obico, die intelligente All-in-One-Software für 3D-Druck. Überwachen und steuern Sie Ihren 3D-Drucker von überall und jedem Gerät aus. Das KI-Fehlererkennungssystem von Obico überwacht Ihren Druck und warnt Sie bei Problemen.

Verknüpfen Sie Ihren Drucker kostenlos mit Obico und erhalten Sie unbegrenztes Webcam-Streaming, Statusbenachrichtigungen für 3D-Drucker, Fernzugriff auf 3D-Drucker und mehr!

Wie analysiert man die Ergebnisse?
Sobald der Turm fertig gedruckt ist, werden Sie feststellen, dass einige Temperaturstufen eine bessere Druckqualität aufweisen als andere. Die optimale Temperatur ist die mit minimalen Druckproblemen. Überprüfen Sie die Oberflächenbeschaffenheit, Brückenbildung, Fadenbildung, Schichthaftung und Festigkeit (versuchen Sie, das Stück physisch zu brechen).
Eine detailliertere Anleitung und tiefere Einblicke finden Sie in unserem umfassenden Artikel hier: Temperaturturmtest.
Durchflussrate
Was ist das?
Die Durchflussrate steuert den Extrusionsfluss des Filaments, das aus der Düse austritt. Da jedes Material anders schmilzt, muss für einen qualitativ hochwertigen Druck genau die richtige Materialmenge aus der Düse austreten.
Ist die Durchflussrate zu hoch, führt dies zu einer Überextrusion, die Probleme wie dicke Linien und Detailverlust verursacht. Ist die Durchflussrate hingegen zu niedrig, führt dies zu Unterextrusionsproblemen mit Löchern und Lücken in Ihren Drucken.
So führen Sie es aus:
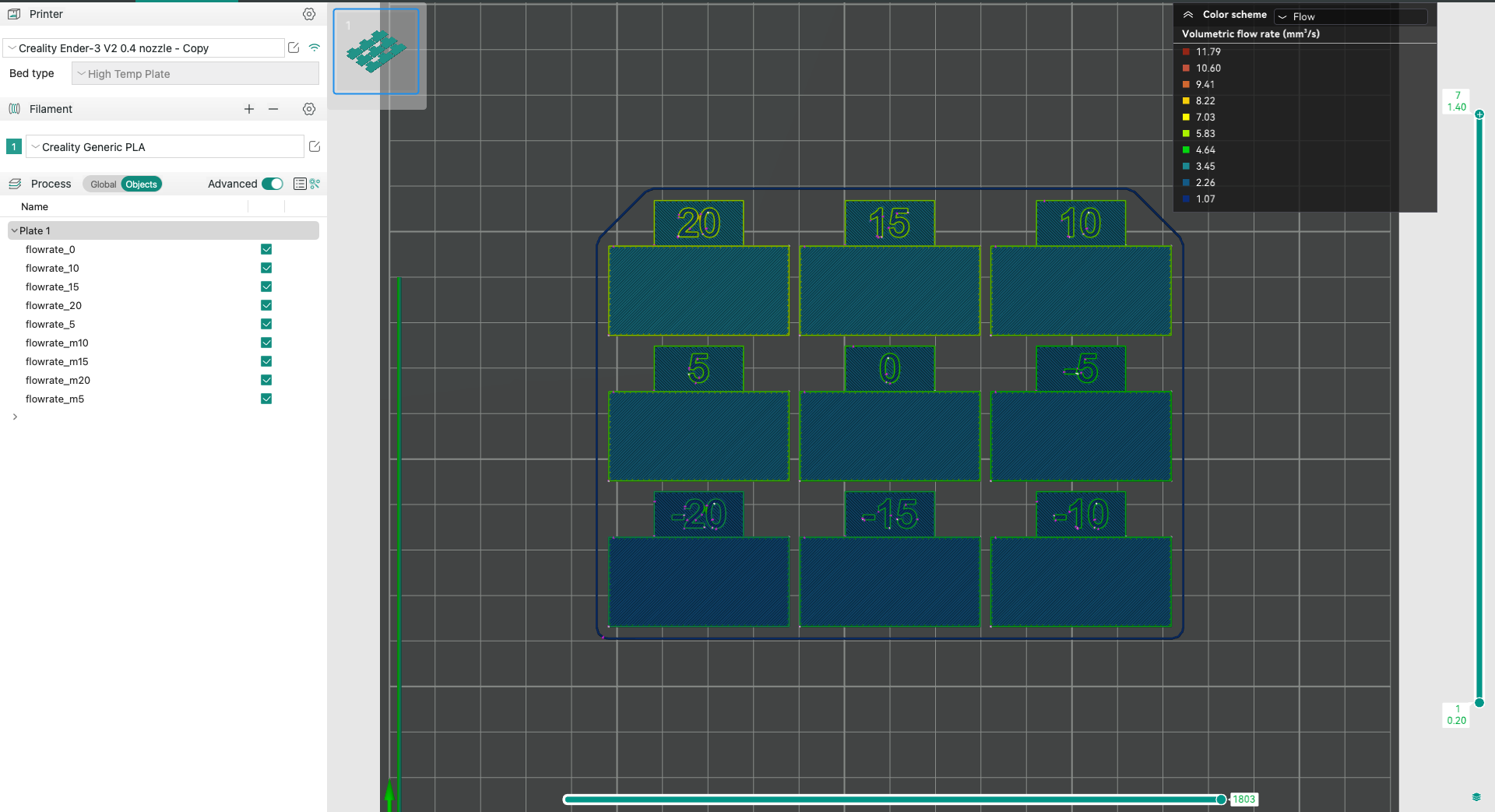
Die Durchflussrate wird durch das Durchflussverhältnis in OrcaSlicer angegeben. Standardmäßig ist es auf nahezu 100 % oder 1 eingestellt. Die Schritte zum Ausführen des Durchflussratentests in OrcaSlicer sind wie folgt:
- Wähle Drucker und Filamenttyp und gib den Prozess ein, den du für den Test verwenden möchtest.
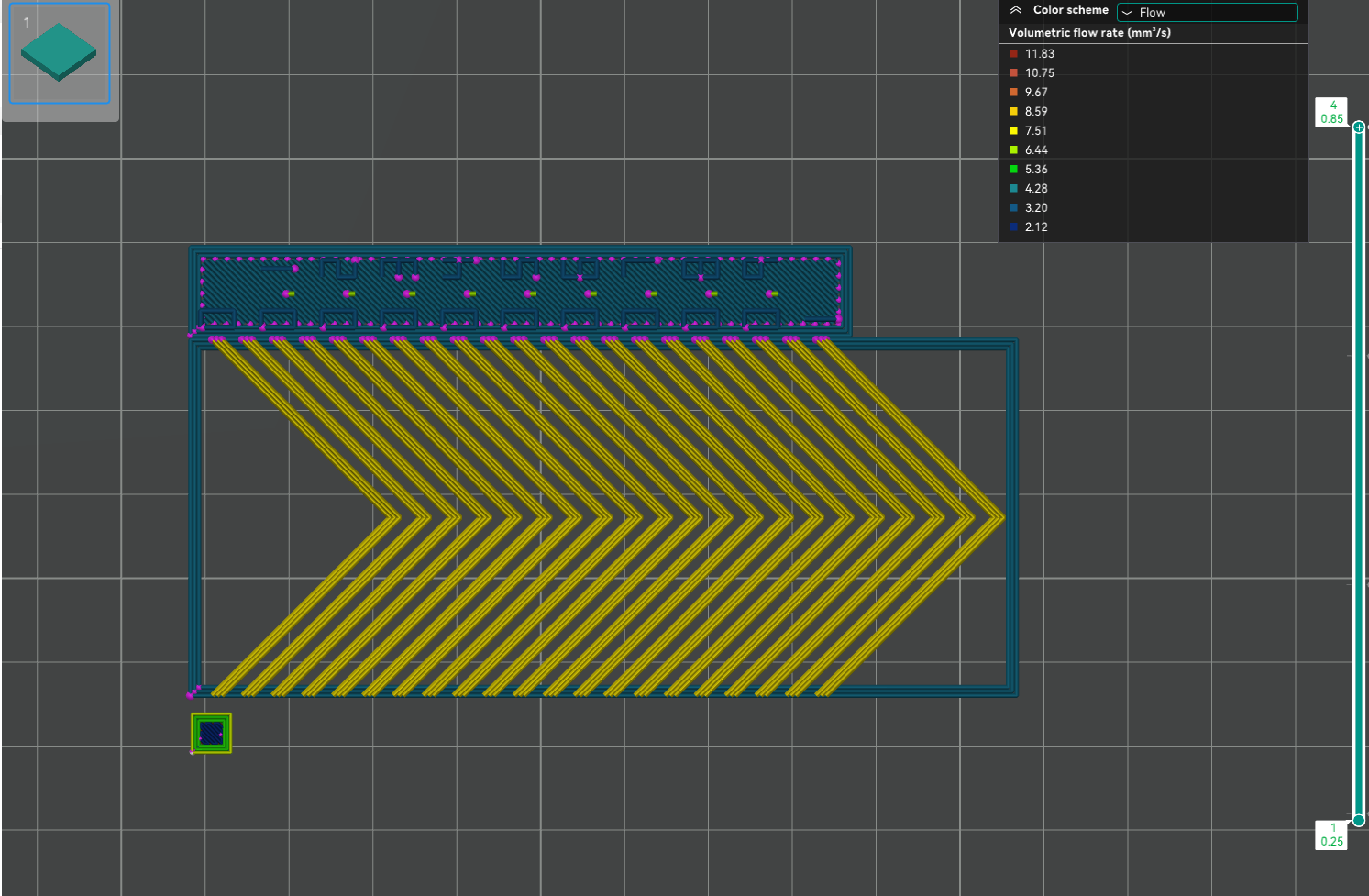
- Gehe zum Kalibrierungsmenü, wähle „Flussrate“ und wähle „Pass 1“.
- Es wird ein neues Projekt mit neun Blöcken erstellt. Jeder Block hat einen anderen Flussratenmodifikator. Du kannst dies überprüfen, indem du jedes Objekt einzeln auswählst und sein Flussverhältnis überprüfst.
- Slice und drucke das Projekt.
- Suche nun den 3D-Druck, der am besten gelungen ist. Die Oberfläche sollte möglichst glatt sein. Wenn deine zwei Blöcke nahe beieinander liegen, wähle den mit der höheren Flussrate.
- Verwende die Formel: Flussverhältnis_alt*(100 + Modifikator)/100 und aktualisiere das Flussverhältnis in deinen Filamentprofileinstellungen.
Beispielsweise betrug das ursprüngliche Durchflussverhältnis 0,98 und Sie haben mit dem +5-Block gute Ergebnisse erzielt. Berechnen Sie den neuen Durchflussverhältniswert als 0,98 x (100 + 5)/100 = 1,029.
- Wiederholen Sie die Schritte 1–4, führen Sie jedoch die Kalibrierung mit Durchgang 2 durch. Dadurch wird ein neues Projekt mit zehn weiteren Blöcken erstellt, und die Durchflussratenmodifikatoren ändern sich von -9 auf 0.
- Wiederholen Sie Schritt 5 und 6. Wenn die vorherige Durchflussrate 1,029 betrug und Sie mit Block -6 gute Ergebnisse erzielt haben, berechnen Sie den neuen Wert mit -1,029 x (100 – 6)/100 = 0,96726.
- Fertig. Aktualisieren Sie diesen Wert in den Filamenteinstellungen und speichern Sie das Profil. Verwenden Sie diesen Durchflusswert für zukünftige Drucke mit demselben Filament.
Wenn Sie eine ausführliche Erklärung und zusätzliche Tipps suchen, lesen Sie unseren ausführlichen Artikel zu diesem Thema: Durchflusskalibrierung.
Druckvorschub
Was ist das?
Pressure Advance wurde entwickelt, um die Nebenwirkungen plötzlicher Geschwindigkeitsänderungen bei hohen Druckgeschwindigkeiten zu kompensieren. Es reduziert die Fadenbildung, verleiht Ihren Drucken scharfe Kanten und liefert selbst bei Geschwindigkeiten über 100 mm/s eine hohe Druckqualität. Erfahren Sie mehr über Druckvorschub für Klipper in unserem ausführlichen Ratgeber.
Linienmethode
Was ist das? Die Linienmethode ist ein schneller und unkomplizierter Test. Ihre Genauigkeit hängt jedoch stark von der Qualität der ersten Schicht ab. Es wird empfohlen, für diesen Test die Bettnetznivellierung zu aktivieren.
Schritte:
- Wählen Sie den Drucker, das Filament und das Verfahren aus, das Sie für den Test verwenden möchten.
- Drucken Sie das Projekt aus und überprüfen Sie das Ergebnis. Sie sollten die Linie finden, die die beste Kombination aus präzisem Winkel und Filamenttrennung bietet. Sie können den Wert der gleichmäßigsten Linie auswählen und Ihren PA-Wert in den Filamenteinstellungen aktualisieren.
- Für diesen Test scheint ein PA-Wert von 0,016 optimal zu sein.
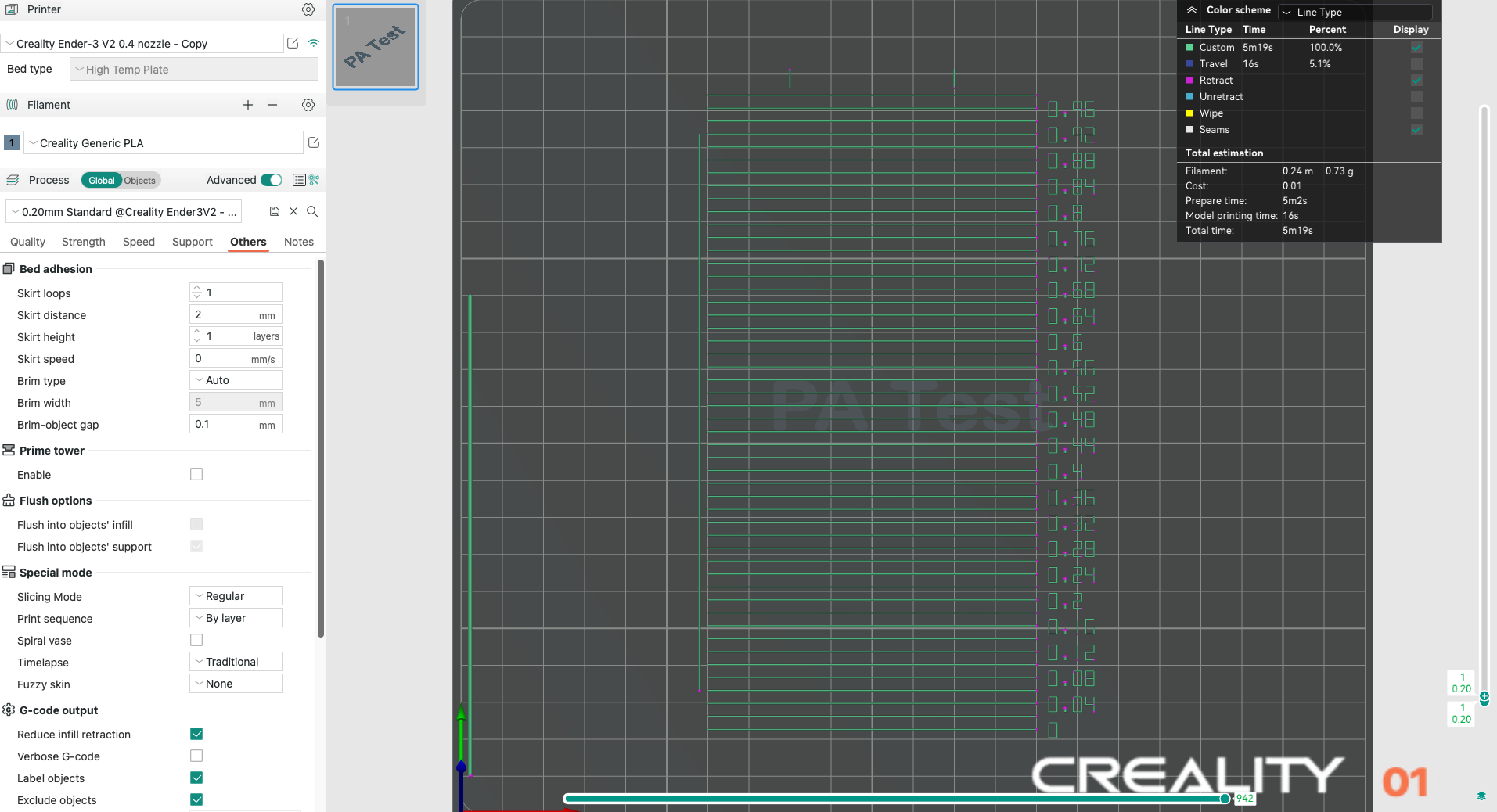
Mustermethode
Was ist das? Die Mustermethode basiert auf Andrew Ellis' Mustermethodengenerator, der wiederum von der von Sineos entwickelten Marlin-Mustermethode abgeleitet wurde. Anweisungen zur Verwendung und Interpretation der Mustermethode finden Sie in Ellis' Print Tuning Guide. Es gibt nur wenige Unterschiede zum Orca Slicer.
Schritte:
-
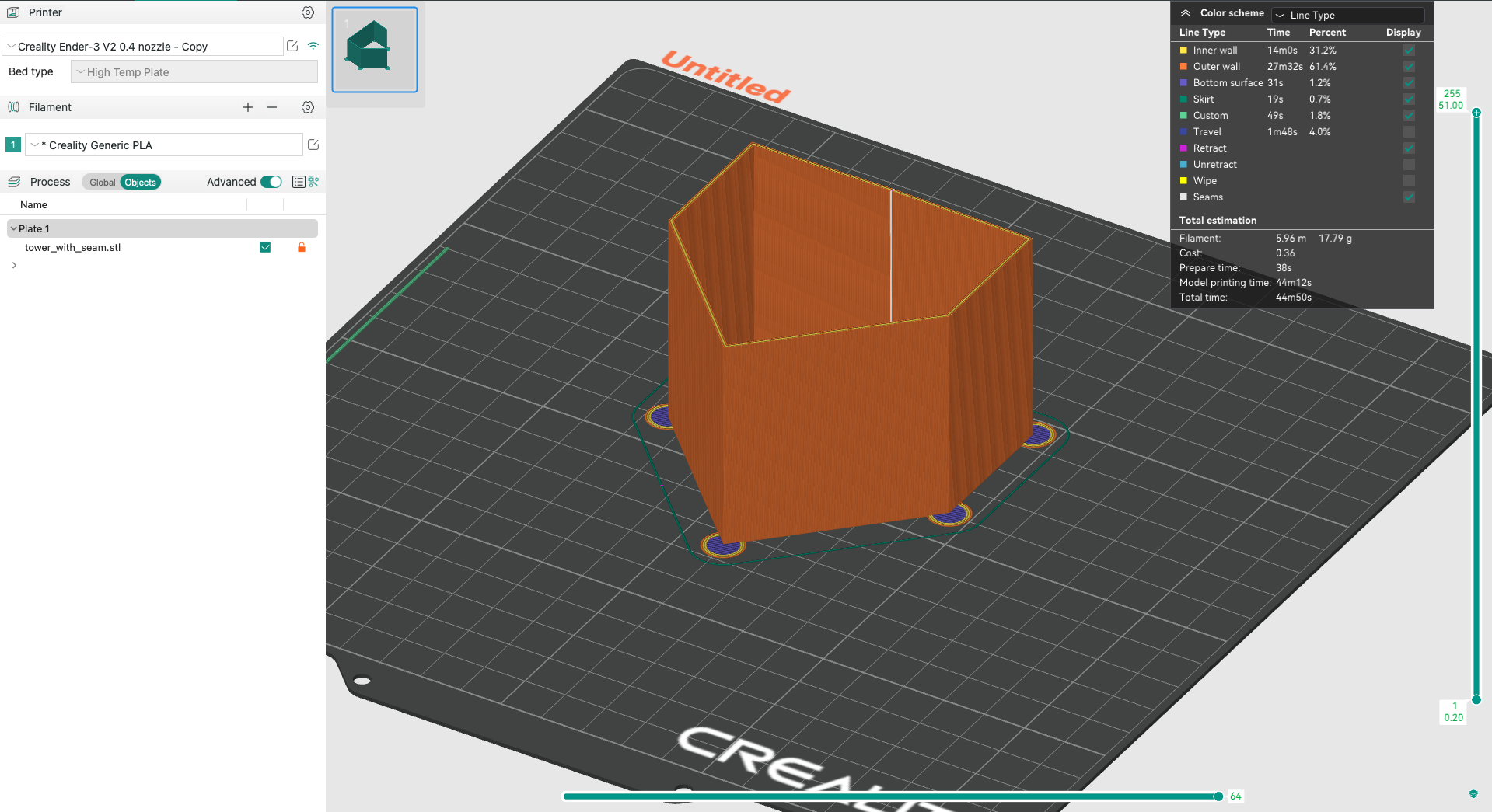
Wenn Sie den Test starten, sehen Sie auf der Platte nur ein kleines rechteckiges Prisma. Dieses Objekt dient mehreren Zwecken:
-
Das Testmuster selbst wird als benutzerdefinierter G-Code auf jeder Ebene hinzugefügt. Das rechteckige Prisma zeigt die Ebenen an, in die der G-Code eingefügt werden soll. Das bedeutet, dass Sie das vollständige Testmuster sehen, wenn Sie in die Vorschau wechseln.
-
Das Prisma fungiert als Griff, sodass Sie das Testmuster durch Bewegen des Prismas an die gewünschte Stelle auf der Platte verschieben können.
-
Das für das Prisma ausgewählte Filament wird auch für das Testmuster verwendet. Sie können spezifische Drucker-, Filament- und Druckprofilanpassungen in Orca Slicer vornehmen, indem Sie die Einstellungen im Bereich „Vorbereiten“ anpassen. Wenn Sie den Kalibrierungstest starten, werden die Standardeinstellungen von Ellis angewendet.
Turmmethode
Was ist das? Die Turmmethode kann etwas länger dauern, ist aber unabhängig von der Qualität der ersten Schicht. Der PA-Wert für diesen Test erhöht sich pro 1 mm Höhenzunahme um 0,002 (HINWEIS: 0,02 bei Bowden).
Führen Sie den Test aus:
- Wählen Sie den Drucker, das Filament und das Verfahren aus, das Sie für den Test verwenden möchten.
- Wählen Sie im Kalibrierungsmenü „Druckvorschub“, dann „DDE“ (Direktantriebsextruder) oder Bowden und anschließend „PA Tower“.
- Drucken Sie das Testteil.
Analysieren Sie die Ergebnisse
Untersuchen Sie jede Ecke des Ausdrucks und bestimmen Sie mit einem Messschieber oder einem Lineal die Höhe, die die besten Ergebnisse liefert. Suchen Sie nach der Höhe mit den präzisesten Ecken.
Für eine detaillierte Analyse und Expertenrat zur Druckvorverstellungskalibrierung steht Ihnen unser ausführlicher Leitfaden zur Verfügung. Den vollständigen Artikel finden Sie unter folgendem Link: Druckvorlaufkalibrierung.
OrcaSlicer-Toleranztest
Was ist das? Mit diesem Test können Sie die Fähigkeit des Druckers ermitteln, feine Details und enge Toleranzen zu reproduzieren. Die Toleranz ist beim 3D-Druck entscheidend für Präzision und Genauigkeit. Sie stellt sicher, dass die Teile nahtlos zusammenpassen, was beim Drucken von Teilen, die zusammengebaut werden müssen, besonders wichtig ist.
Schritte:
- Wählen Sie den Drucker, das Filament und das Verfahren aus, das Sie für den Test verwenden möchten.
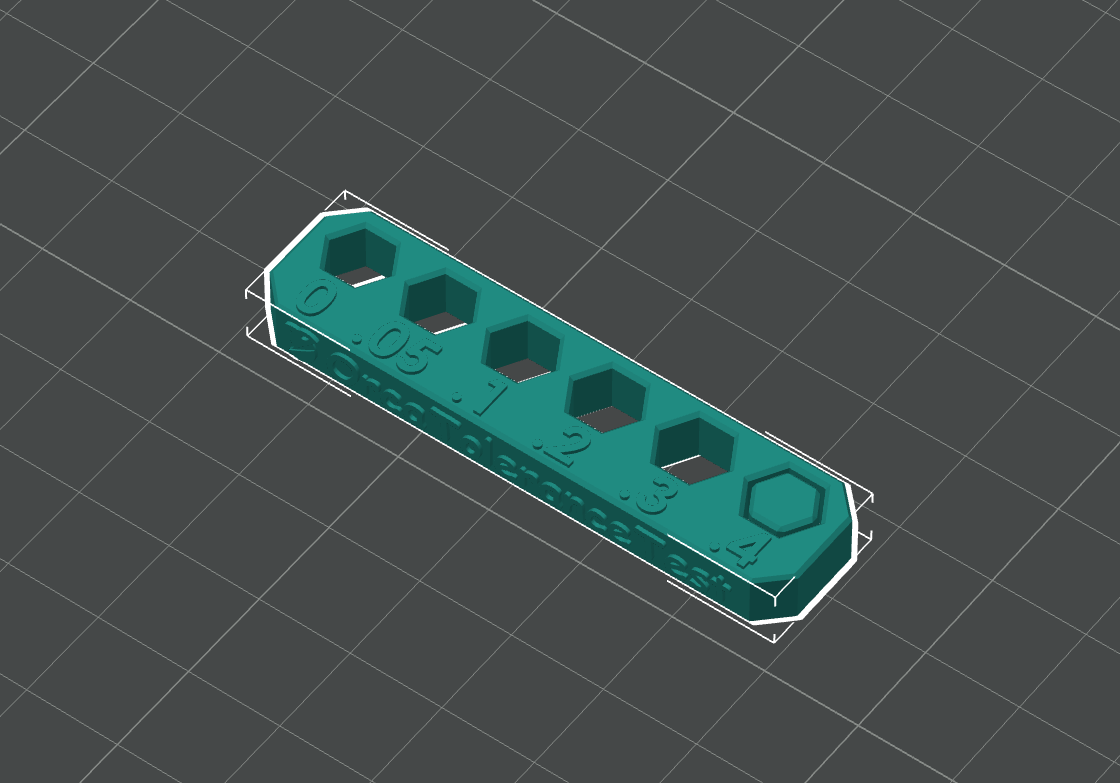
- Drucken Sie das in OrcaSlicer bereitgestellte Toleranztestmodell aus.
Analysieren Sie die Ergebnisse
Messen Sie nach dem Drucken die Lücken zwischen den verschiedenen Abschnitten des Modells, um die Toleranzfähigkeiten des Druckers zu bestimmen.
Um ein tieferes Verständnis zu erlangen und detailliertere Informationen zum Thema Toleranzprüfung zu erhalten, lesen Sie bitte unseren umfassenden Leitfaden. Folgen Sie diesem Link, um den vollständigen Artikel zu lesen: Toleranztest.
Max. (Volumetrischer) Durchfluss
Was ist das? Mit dem Max FlowRate-Test ermitteln Sie die maximale Durchflussrate, mit der Ihr Drucker ohne Probleme wie Unterextrusion arbeiten kann. Dies ist wichtig für die Bestimmung Ihrer Druckgeschwindigkeit. Weitere Informationen zum Zusammenhang zwischen Volumenstrom und Geschwindigkeit finden Sie unter Andrew Ellis' umfassender Leitfaden zur Druckoptimierung
Schritte:
- Wählen Sie in OrcaSlicer das verwendete Filament und die Düsengröße aus. Der Test der maximalen Durchflussrate befindet sich im Menü "Kalibrierung" unter "Mehr".
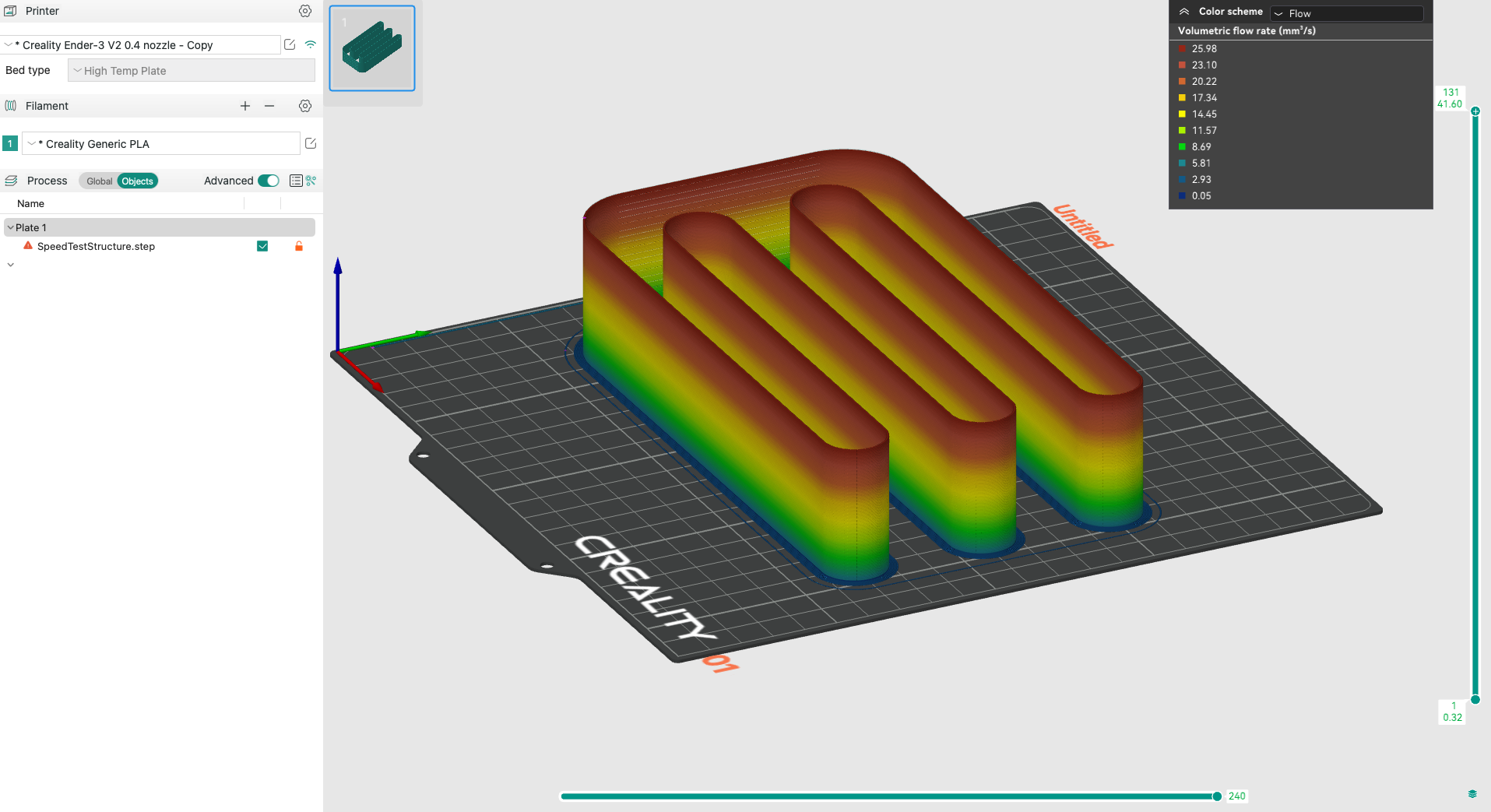
- Drucken Sie das Testmodell für die maximale Durchflussrate:
- Untersuchen Sie den Druck auf Anzeichen von Unterextrusion oder andere Probleme mit der Druckqualität. Die Durchflussrate, bei der diese Probleme erstmals auftreten, ist Ihre maximale Durchflussrate.
Ausführlichere Daten und Schritt-für-Schritt-Anleitungen finden Sie in unserem vollständigen Artikel hier: Test der maximalen volumetrischen Geschwindigkeit.
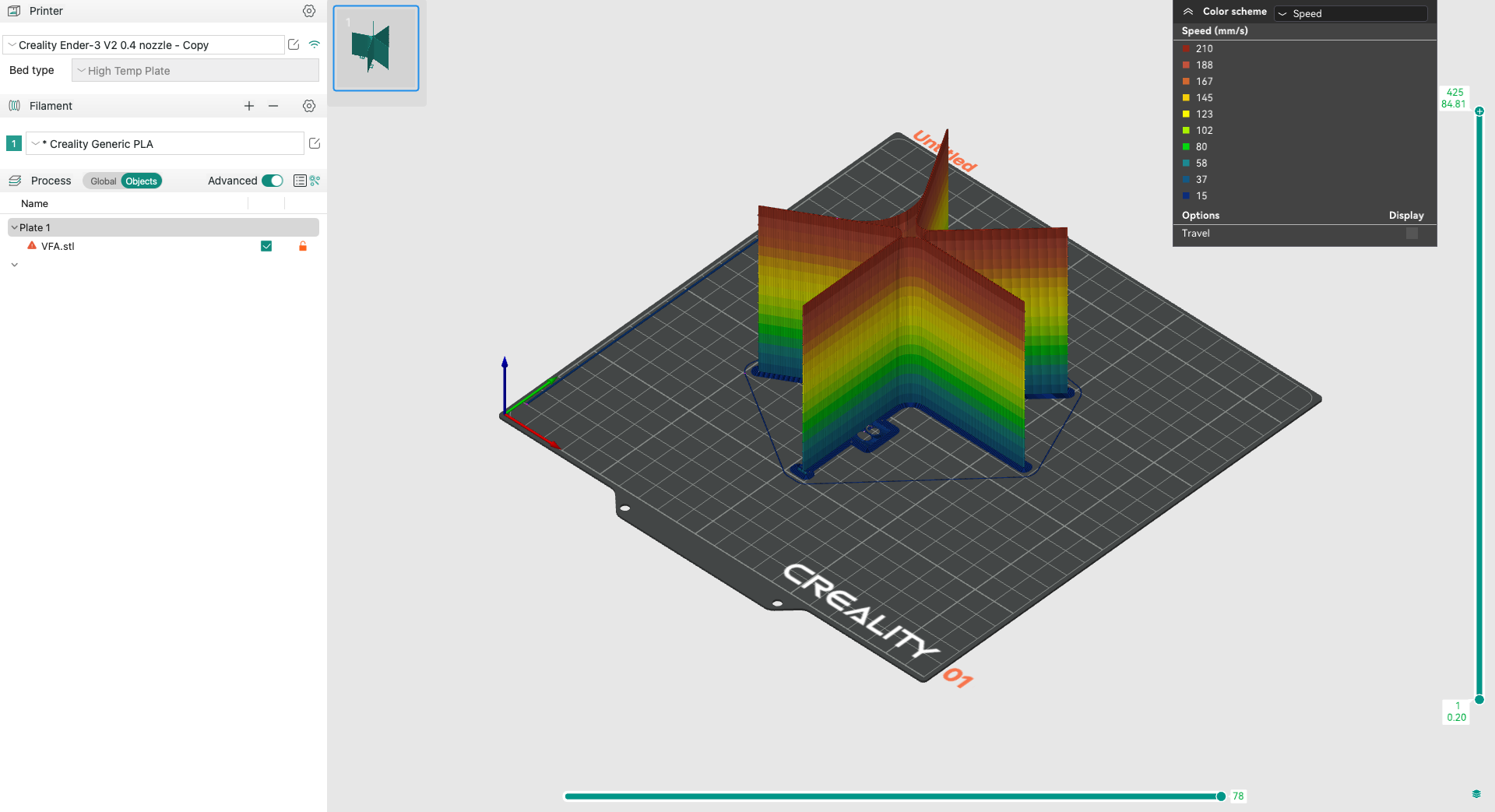
Vertikale feine Artefakte (VFA)
Was ist das? Der VFA-Test hilft, vertikale Artefakte in Ihren Drucken zu identifizieren. Diese Artefakte können verschiedene Ursachen haben, darunter mechanische Probleme mit dem Drucker oder falsche Slicer-Einstellungen.
Schritte:
- Wählen Sie das VFA-Testmodell in OrcaSlicer aus.
- Passen Sie die Start- und Endgeschwindigkeit an: Die untere Geschwindigkeit sollte relativ niedrig sein, die Endgeschwindigkeit sollte so hoch sein, dass sie Ihrer Einschätzung nach die Leistungsfähigkeit der Maschine übersteigt. Wir empfehlen, vorsichtig zu sein, da Sie den Test jederzeit mit höheren Werten wiederholen können. Wir verwenden die Standard-Startgeschwindigkeit von 40 mm/s und die Endgeschwindigkeit von 200 mm/s.
- Wählen Sie den Schrittwert: Wir verwenden den Standardwert von 10 mm/s.
- Drucken Sie das Testmodell für vertikale Feinartefakte.

Wie werden die Ergebnisse analysiert?
- Untersuchen Sie die vertikalen Wände des Drucks auf feine Artefakte oder Unregelmäßigkeiten. Wir haben mit 40 mm/s begonnen und die Geschwindigkeit in 10-mm/s-Schritten auf 200 mm/s erhöht.
- Wählen Sie den gleichmäßigsten und konstantesten Wert als maximale Druckgeschwindigkeit. Wenn Sie Klipper-Firmware verwenden und Ihren 3D-Drucker ohne Qualitätseinbußen beschleunigen möchten, versuchen Sie es mit Tuning-Eingangsformer.
Wenn Sie weitere Informationen benötigen, steht Ihnen hier unser ausführlicher Leitfaden zur Verfügung: Geschwindigkeitstest in OrcaSlicer (VFA).
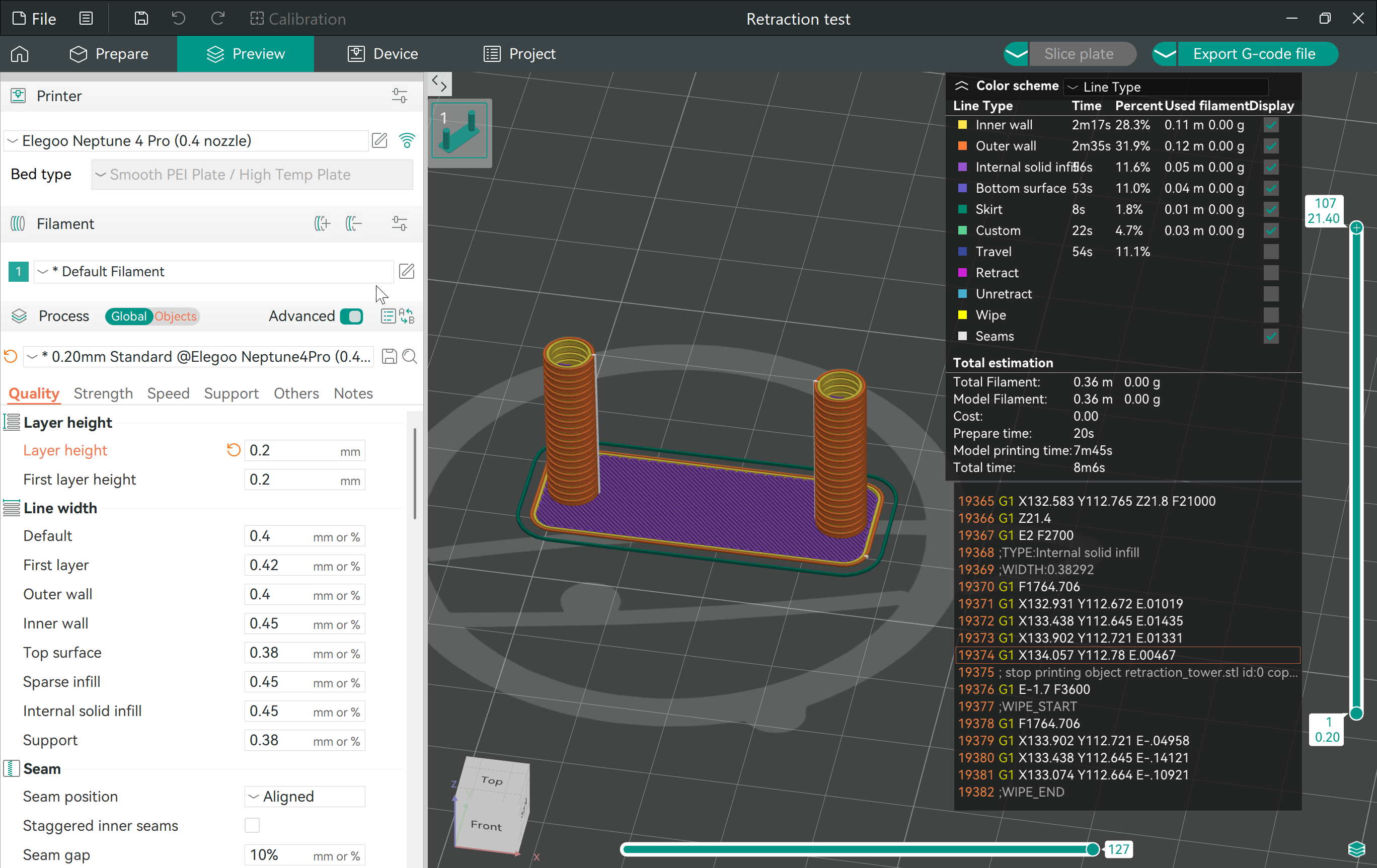
Rückzugstest
Was ist das?
Der Rückzug gibt an, wie weit der Drucker das Filament physisch von der Düse zurückzieht, wenn sich die Düse von einem Bereich zu einem anderen bewegt. Der Rückzugswert gibt typischerweise die Distanz in Millimetern an, um die das Filament zurückgezogen wird. Slicer bieten in der Regel Optionen für Rückzugsdistanz und Rückzugsgeschwindigkeit.
Wann sollten Sie einen Retraktionstest durchführen?
Im Allgemeinen ist eine Anpassung nur dann erforderlich, wenn beim Drucken Probleme mit Filamentfäden auftreten. Bevor Sie den Rückzug anpassen, sollten Sie sicherstellen, dass die Temperatur eingestellt und das Filament trocken ist.
Schritte:
- Wählen Sie im Orca Slicer-Kalibrierungsmenü "Retraktionstest".
- Wählen Sie Start- und Endretraktion: Verwenden Sie die Standardwerte oder überprüfen Sie die aktuell in Ihrer 3D-Slicer-Software eingestellte Retraktion als Referenz und geben Sie Werte oberhalb und unterhalb des aktuell eingestellten Werts für die Retraktionsdistanz ein. Belassen Sie das Standardintervall von 0,2 mm.
- Drucken Sie das Retraktionstestmodell.
Wie werden die Ergebnisse analysiert?
Betrachten Sie das Modell und ermitteln Sie mit einem Messschieber oder Lineal die Höhe mit dem geringsten Fadenabstand zwischen den beiden Säulen des Turms. Beachten Sie, dass der Abstand 0,2 mm pro 1 mm des Modells beträgt.
Sobald Sie den optimalen Rückzugsabstand ermittelt haben, stellen Sie diesen Wert für das verwendete Filament in OrcaSlicer ein.
Umfassendere Einblicke und detaillierte Schritte finden Sie in unserem Artikel hier: Rückzugstest.
Nächste Schritte
Nachdem Ihr 3D-Drucker nun gut kalibriert ist, installieren Sie Obico für OctoPrint oder Obico für Klipper, um Ihr 3D-Druckerlebnis mit vollständigem Fernzugriff auf den 3D-Drucker mit der Mobil- und Web-App von Obico, KI-Fehlererkennung und mehr zu verbessern!
Obico ist eine Open-Source-Software für intelligenten 3D-Druck, die vollständig mit OctoPrint und Klipper kompatibel ist. Jetzt kostenlos mit Obico loslegen für sofortigen Zugriff auf:
Integration mit OctoPrint, Mainsail und Fluidd:
Obico ist mit gängigen Schnittstellen wie Mainsail und Fluidd kompatibel und bietet eine unkomplizierte Möglichkeit zur Steuerung Ihres 3D-Druckers. Die Integration ermöglicht den Fernzugriff auf diese Schnittstellen, sodass Sie Ihre Druckaufgaben von verschiedenen Standorten aus verwalten können.
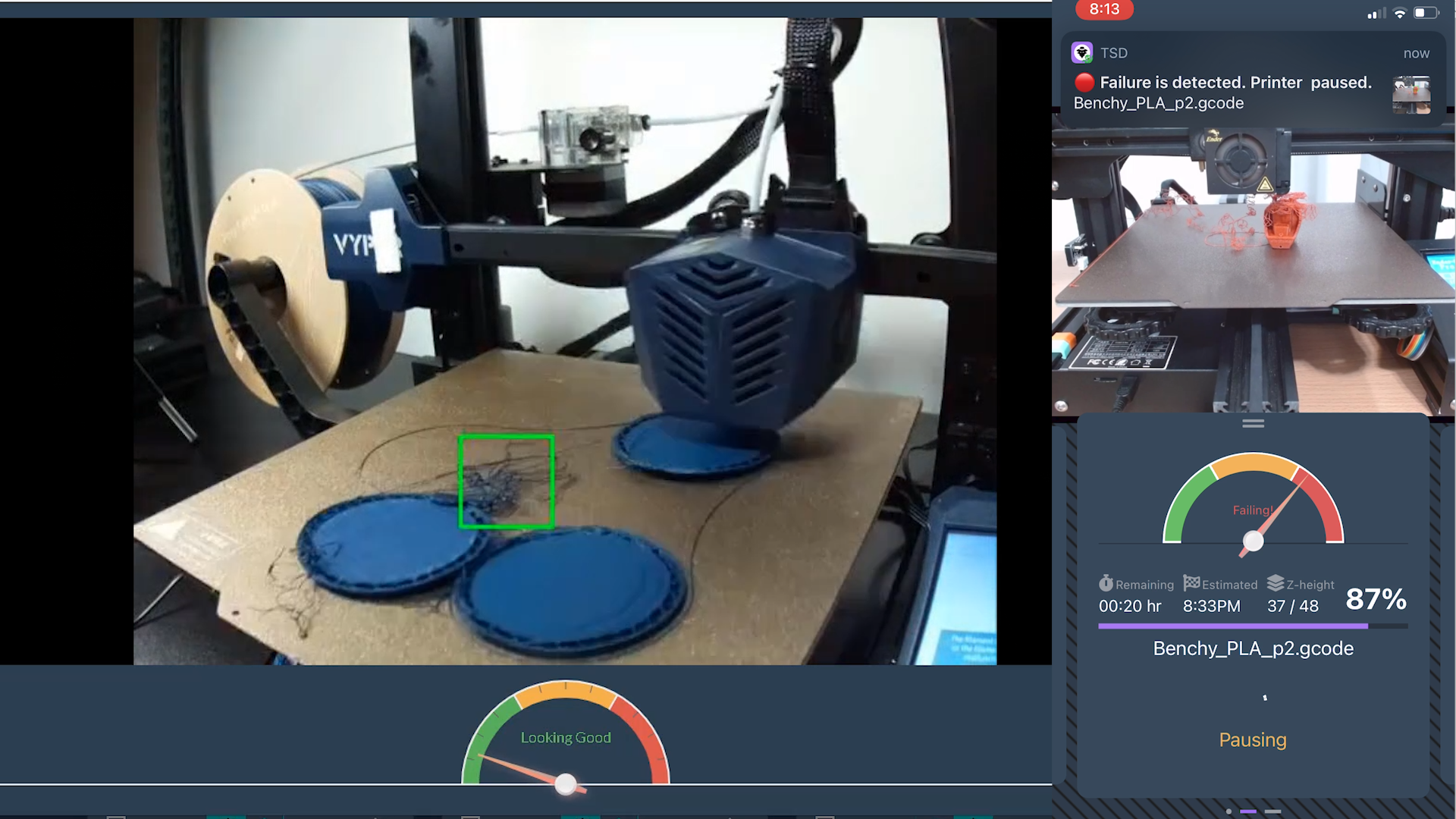
KI-gestützte Fehlererkennung:
Obico war die erste Software mit einem KI-System, das Ihren Drucker überwacht und Sie auf mögliche Probleme oder Ausfälle aufmerksam macht. Sorgen Sie für mehr Sicherheit, indem Sie Druckfehler vermeiden und Materialverschwendung reduzieren.
Mobile Apps:
Mit den mobilen Apps von Obico für iOS und Android bleiben Sie mit Ihrem Drucker verbunden. Mit diesen Apps können Sie Ihre Drucke aus der Ferne starten, pausieren und überwachen. Das bietet Ihnen Komfort und Flexibilität bei der Verwaltung Ihrer Druckprojekte. Die Obico-App bietet außerdem zahlreiche weitere Funktionen, darunter Druckverlauf und -statistiken, Remote-G-Code-Speicherung, Drucker-Livestream-Sharing und vieles mehr!

Echtzeitbenachrichtigungen:
Die Software informiert Sie mit Benachrichtigungen über den Status und den Auftragsfortschritt Ihres Druckers. Diese Updates können auf verschiedenen Geräten empfangen werden, sodass Sie stets über Ihre laufenden Druckvorgänge informiert sind.
Verknüpfen Sie Ihren Drucker mit nur wenigen Klicks mit Obico kostenlos, um loszulegen!
Abschluss
Das Kalibrieren Ihres 3D-Druckers kann mühsam sein, besonders wenn Sie es kaum erwarten können, loszulegen. Doch die richtige Kalibrierung ist der Schlüssel zu den makellosen Drucken, die wir alle lieben. Hier kommt OrcaSlicer ins Spiel: Er macht den Kalibrierungsprozess deutlich einfacher und weniger einschüchternd. Er bietet benutzerfreundliche Tools, die Sie Schritt für Schritt anleiten, damit Sie Ihren Drucker problemlos optimieren können. Egal, ob Sie ein erfahrener Druckerveteran sind oder gerade erst in die Welt des 3D-Drucks eintauchen – die intuitive Einrichtung von OrcaSlicer hilft Ihnen, die perfekten Einstellungen zu finden.
Es geht darum, konsistente, hochwertige Drucke zu erzielen. OrcaSlicer sorgt dafür, dass Sie mehr Zeit mit Drucken und weniger mit Optimieren verbringen. Dank der klaren Anweisungen und des Feedbacks werden Sie im Handumdrehen zum Kalibrierungsprofi und stellen sicher, dass Ihr Drucker stets für beeindruckende Ausdrucke bereit ist.
Also available in: English | Español | Français | Italiano | Nederlands | Polski | Português | Русский