OrcaSlicer: Análisis en profundidad de las funciones de calibración de impresoras 3D

Prueba JusPrin, la primera herramienta de impresión 3D GenAI construida sobre OrcaSlicer.
📢 ¡Hemos publicado una guía de calibración completa y paso a paso!
Este artículo proporciona una buena visión general de las funciones de calibración de OrcaSlicer, pero para las instrucciones de calibración más detalladas y actualizadas, consulta nuestra Mastering Your Prints: The Comprehensive OrcaSlicer Calibration Guide que incluye procedimientos detallados, consejos de solución de problemas y mejores prácticas para todas las pruebas de calibración.
Si has estado imprimiendo en 3D durante un tiempo, probablemente hayas oído hablar de la importancia de calibrar tu impresora. La calibración de la impresión mejora la calidad, proporciona resultados consistentes y, además, aumenta tu productividad general.
En internet, encontrarás varios recursos que te ayudan a calibrar tus impresiones 3D. Michael, de Teaching Tech, tiene una biblioteca completa de herramientas para perfeccionar tus impresiones 3D. Thingiverse e Printables también ofrecen una variedad de impresiones de calibración.
Sin embargo, OrcaSlicer reúne todas estas herramientas en un solo lugar. Te ofrece una forma sencilla de acceder y usar estas impresiones de calibración sin necesidad de descargar nada. La configuración del cortador ya está configurada, y solo tienes que pulsar "Imprimir".
En este artículo, profundizaremos en el menú de calibración de OrcaSlicer. Analizaremos sus diversas opciones y cómo usar sus impresiones de calibración para optimizar los resultados de su impresión 3D.
¡Calibremos y creemos!
¿Por qué necesitas calibrar tu impresora 3D?
Calibrar su impresora 3D es fundamental para lograr impresiones consistentes y de alta calidad. Sin una calibración adecuada, puede encontrarse con numerosos problemas, desde mala adhesión de las capas e imprecisiones dimensionales hasta artefactos no deseados y desperdicio de material. La calibración garantiza que la configuración del hardware y el software de su impresora esté perfectamente sincronizada, optimizando así el rendimiento de la máquina. Tanto si es aficionado como profesional, dedicar tiempo a calibrar su impresora 3D garantiza que sus creaciones cumplan con sus expectativas, reduce la probabilidad de fallos de impresión y maximiza la eficiencia de sus materiales. En esencia, la calibración es la clave para liberar todo el potencial de sus proyectos de impresión 3D.
Si bien la calibración solía requerir mucha configuración manual en múltiples fuentes de software o sitios web, OrcaSlicer ahora la simplifica al máximo. En este artículo, le guiaremos a través de las diversas funciones de calibración integradas en OrcaSlicer. Si aún no utiliza OrcaSlicer o desea obtener más información, consulte nuestra guía en Introducción a OrcaSlicer.
El menú de calibración de OrcaSlicer
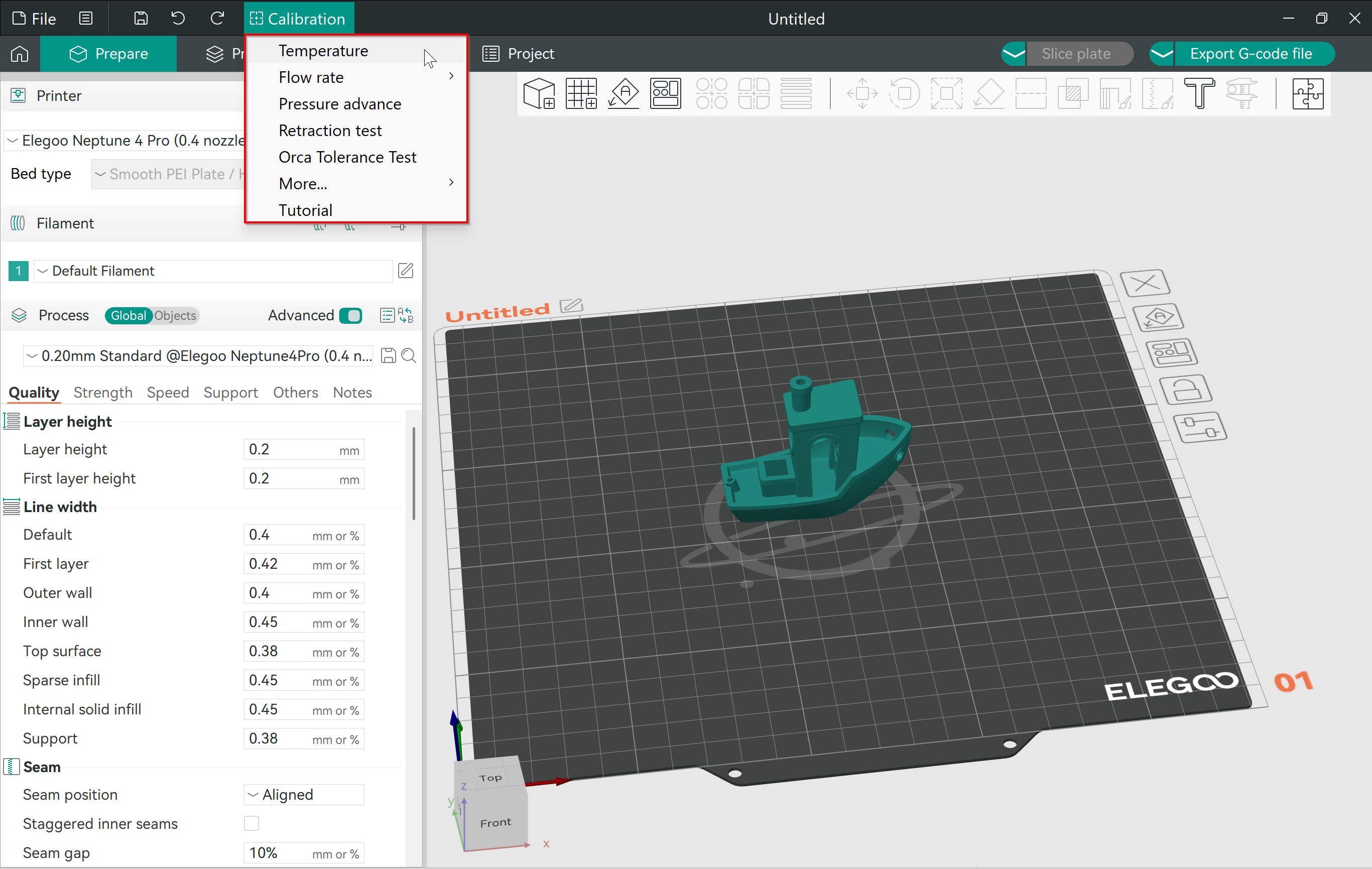
El menú de calibración de OrcaSlicer es una función fantástica integrada en la herramienta. A continuación, explicaremos todas las opciones de calibración disponibles, incluyendo:
- ENLACE_2
- ENLACE_3
- ENLACE_4
- ENLACE_5
- ENLACE_6
- ENLACE_7
- ENLACE_8
Torre de temperatura
¿Qué es?
La torre de temperatura es una excelente herramienta para determinar la temperatura de impresión ideal para su material. Una temperatura de impresión adecuada le ayudará a obtener la mejor calidad, a dar a sus piezas una buena resistencia y a reducir la formación de hilos o la subextrusión.
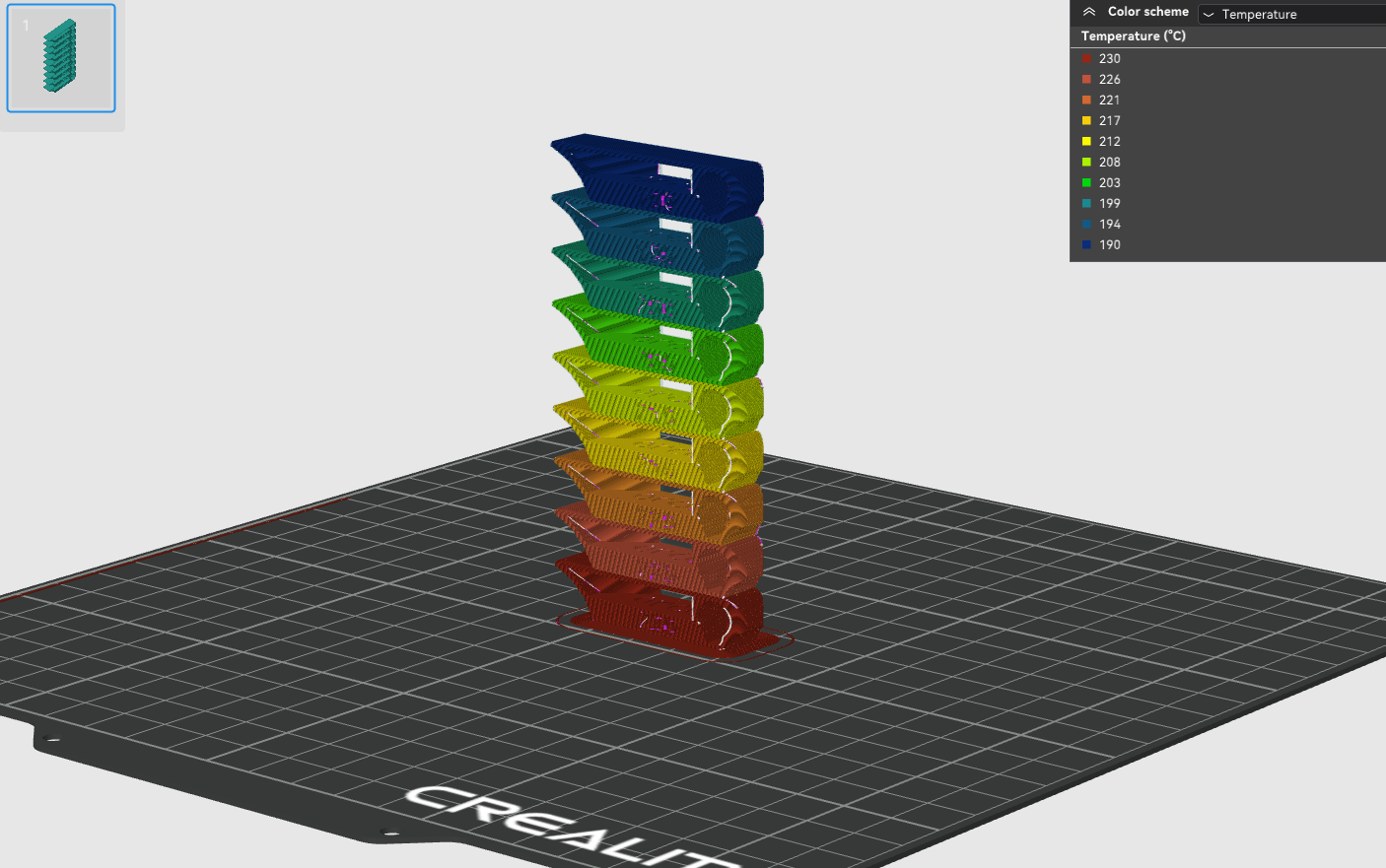
OrcaSlicer utiliza una versión mejorada de la torre de calibración de temperatura compacta e inteligente de gaaZolee en su menú de calibración. La torre cuenta con intervalos de temperatura de 5 °C, y puede configurar la temperatura inicial y final mediante la configuración de OrcaSlicer.
¿Cómo ejecutarlo?
- Seleccione "Temperatura" en el menú de calibración.
- Introduzca las temperaturas inicial y final deseadas o deje las predeterminadas.
- Imprima la torre de temperatura. Orca Slicer ajustará automáticamente la temperatura durante la impresión para que pueda determinar la temperatura óptima para su filamento.
Mientras espera a que su torre de temperatura termine de imprimir, pruebe Obico, el software de impresión 3D inteligente todo en uno. Supervise y controle su impresora 3D desde cualquier lugar y dispositivo, y disfrute de mayor tranquilidad con el sistema de detección de fallos con IA de Obico, que supervisa su impresión y le avisa si algo sale mal.

¡Vincula tu impresora a Obico de forma gratuita y obtén transmisión ilimitada por cámara web, notificaciones de estado de la impresora 3D, acceso remoto a la impresora 3D y mucho más!

¿Cómo analizar resultados?
Una vez que la torre termine de imprimir, notará que algunos pasos de temperatura ofrecen mejor calidad de impresión que otros. La temperatura óptima es aquella con mínimos problemas de impresión. Compruebe el acabado de la superficie, la formación de puentes, la formación de hilos, la adhesión de las capas y la resistencia (pruebe a romper la pieza).
Para obtener una guía más detallada y conocimientos más profundos, puede explorar nuestro artículo completo aquí: Prueba de la torre de temperatura.
Caudal
¿Qué es?
El caudal controla el flujo de extrusión del filamento que sale de la boquilla. Dado que cada material se funde de forma diferente, es necesario que salga la cantidad justa de material de la boquilla para obtener una impresión de buena calidad.
Si el caudal es demasiado alto, se producirá una sobreextrusión, lo que provocará problemas como líneas gruesas y pérdida de detalles. Por otro lado, si es demasiado bajo, se producirán problemas de subextrusión con agujeros y huecos en las impresiones.
Cómo ejecutarlo:
El caudal se indica mediante la relación de caudal en OrcaSlicer. Por defecto, está configurado cerca del 100 % o 1. Los pasos para ejecutar la prueba de caudal en OrcaSlicer son los siguientes:
- Selecciona la impresora y el tipo de filamento e introduce el proceso que quieres usar para la prueba.
- Ve al menú de calibración, selecciona Caudal y elige Paso 1.
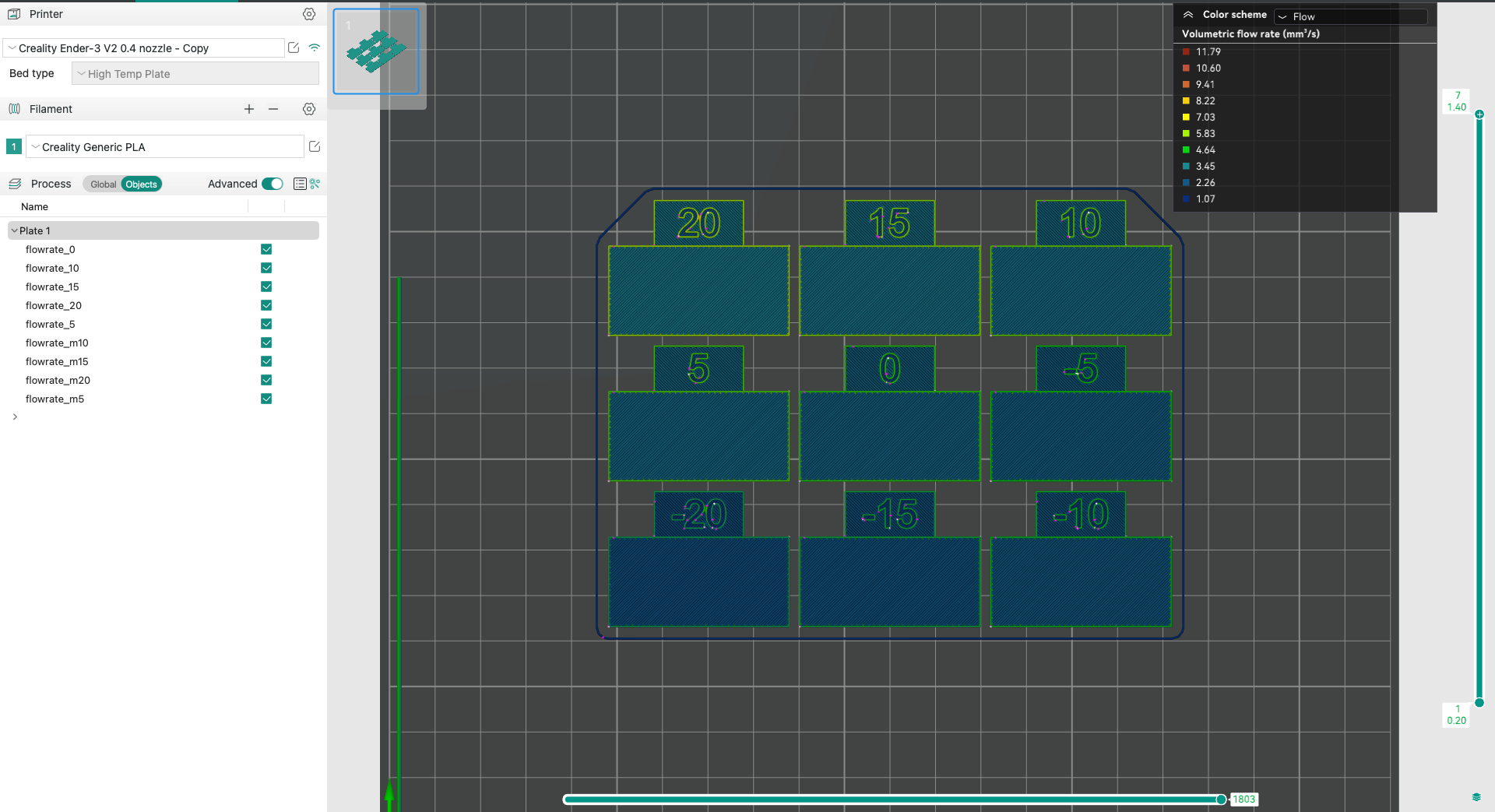
- Se creará un nuevo proyecto con nueve bloques. Cada bloque tendrá un modificador de caudal diferente. Puedes comprobarlo seleccionando cada objeto individualmente y comprobando su caudal.
- Corta e imprime el proyecto.
- Ahora, busca la impresión 3D con el mejor resultado. La superficie superior debe ser lo más lisa posible. Si tienes dos bloques cerca, elige el que tenga el mayor caudal.
- Usa la fórmula: Caudal_antiguo*(100 + modificador)/100 y actualiza el caudal en la configuración del perfil de filamento.
Por ejemplo, la relación de flujo original era 0,98 y obtuvo buenos resultados con el bloque +5. Calcule el nuevo valor de la relación de flujo como 0,98x(100+5)/100 = 1,029.
- Repita los pasos del 1 al 4, pero realice la calibración con el Paso 2. Esto creará un nuevo proyecto con diez bloques más, y los modificadores de caudal cambiarán de -9 a 0.
- Repita los pasos 5 y 6. Si el caudal anterior era 1,029 y obtuvo buenos resultados con el bloque -6, calcule el nuevo valor con -1,029 x (100-6)/100 = 0,96726.
- Listo. Actualice este valor en la configuración del filamento y guarde el perfil. Utilice este valor de caudal para futuras impresiones con el mismo filamento.
Si buscas una explicación detallada y consejos adicionales, consulta nuestro artículo detallado sobre este tema: Calibración del caudal.
Avance de presión
¿Qué es?
El avance de presión está diseñado para compensar los efectos secundarios de los cambios de velocidad instantáneos que se producen durante las impresiones rápidas. Reduce la formación de hilos, proporciona esquinas definidas y ofrece una alta calidad de impresión incluso a velocidades superiores a 100 mm/s. Descubre más sobre Avance de presión para Klipper en nuestra guía detallada.
Método de línea
¿Qué es? El método de línea es una prueba rápida y sencilla. Sin embargo, su precisión depende en gran medida de la calidad de la primera capa. Se recomienda activar la nivelación de malla de la cama para esta prueba.
Pasos:
- Seleccione la impresora, el filamento y el proceso que desea usar para la prueba.
- Imprima el proyecto y verifique el resultado. Debe encontrar la línea que tenga la mejor combinación entre un ángulo preciso y que el filamento no se separe. Puede seleccionar el valor de la línea más uniforme y actualizar el valor de PA en la configuración del filamento.
- En esta prueba, un valor de PA de 0.016 parece ser óptimo.
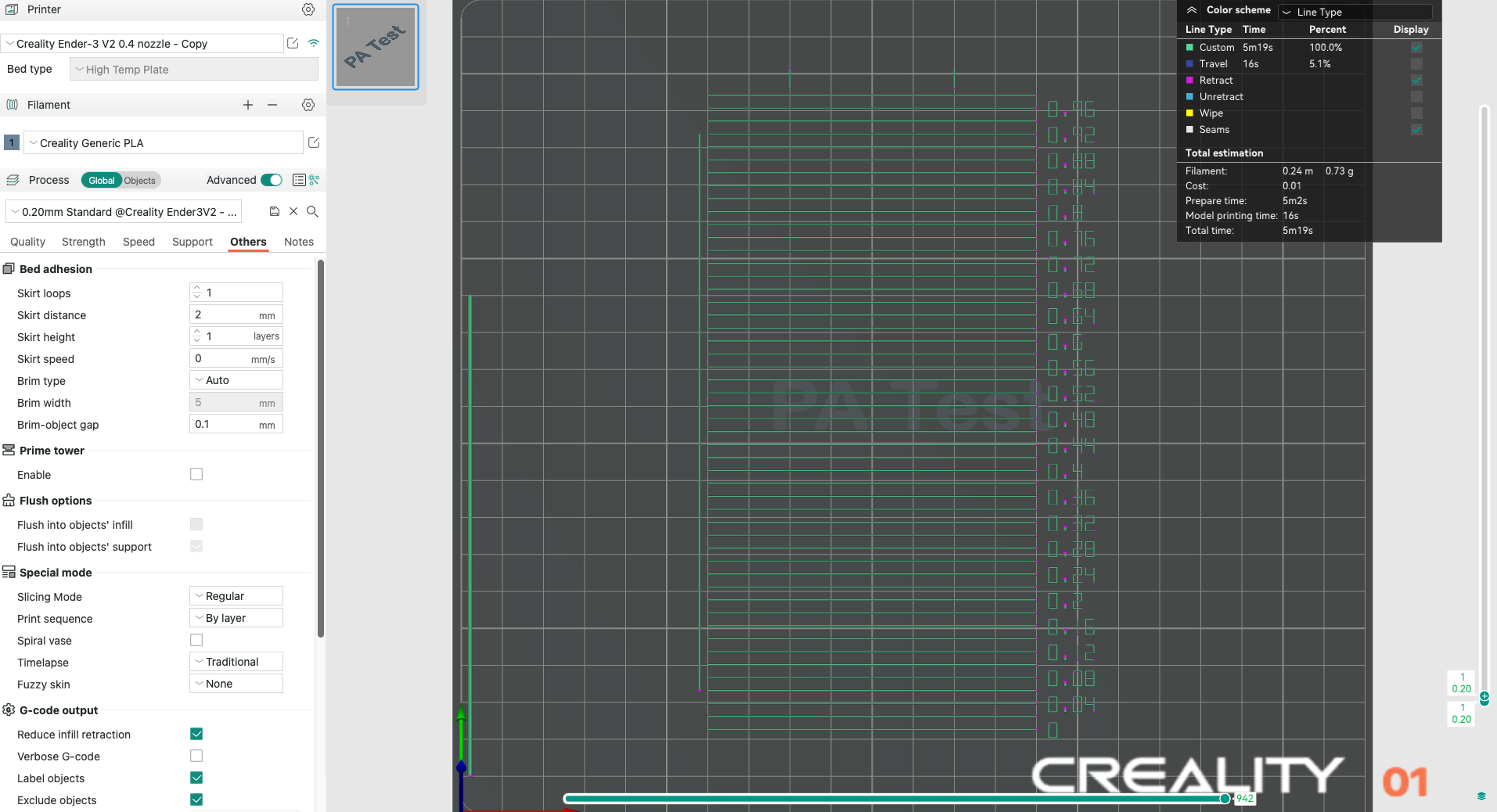
Método de patrón
¿Qué es? El método de patrones es una adaptación del generador de métodos de patrones de Andrew Ellis, que a su vez se derivó del método de patrones Marlin desarrollado por Sineos. Las instrucciones para usar y leer el método de patrones se encuentran en la Guía de Ajuste de Impresión de Ellis, con solo algunas diferencias con Orca Slicer.
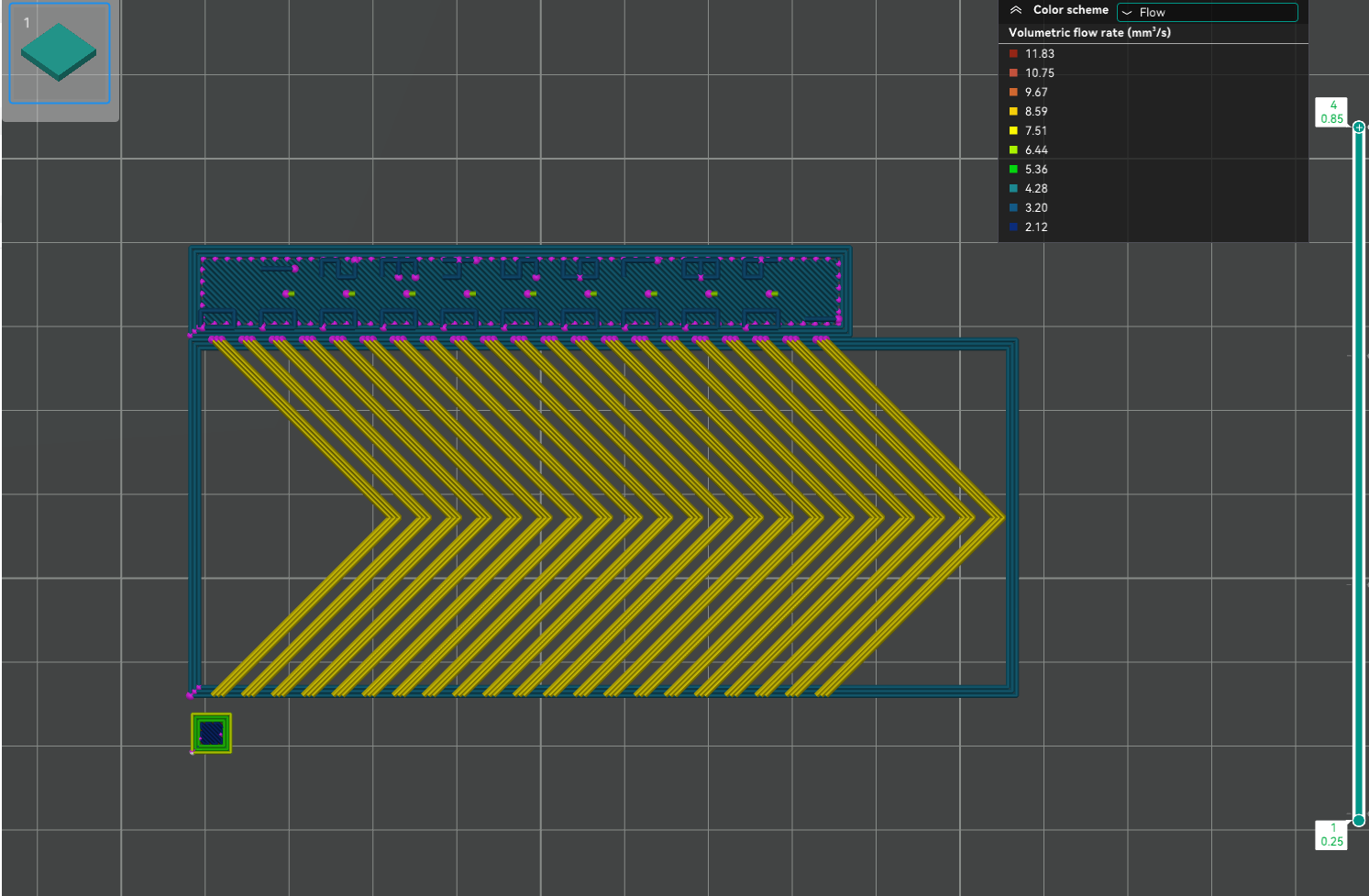
Pasos:
Al iniciar la prueba, solo verá un pequeño prisma rectangular en la placa. Este objeto tiene varias funciones:
-
El patrón de prueba se añade como código G personalizado en cada capa. El prisma rectangular indica las capas donde insertar dicho código. Esto significa que verá el patrón de prueba completo al acceder al panel de vista previa.
-
El prisma actúa como un controlador, lo que permite mover el patrón de prueba a cualquier lugar de la placa.
-
El filamento seleccionado para el prisma también se utiliza para el patrón de prueba. Puede realizar ajustes específicos de la impresora, el filamento y el perfil de impresión en Orca Slicer configurando la configuración en el panel "Preparar". Al iniciar la prueba de calibración, se aplican los ajustes predeterminados de Ellis.
Método de la torre
�¿Qué es? El método de la torre puede tardar un poco más en completarse, pero no depende de la calidad de la primera capa. El valor de PA para esta prueba se incrementará en 0,002 por cada mm de aumento de altura (NOTA: 0,02 para Bowden).
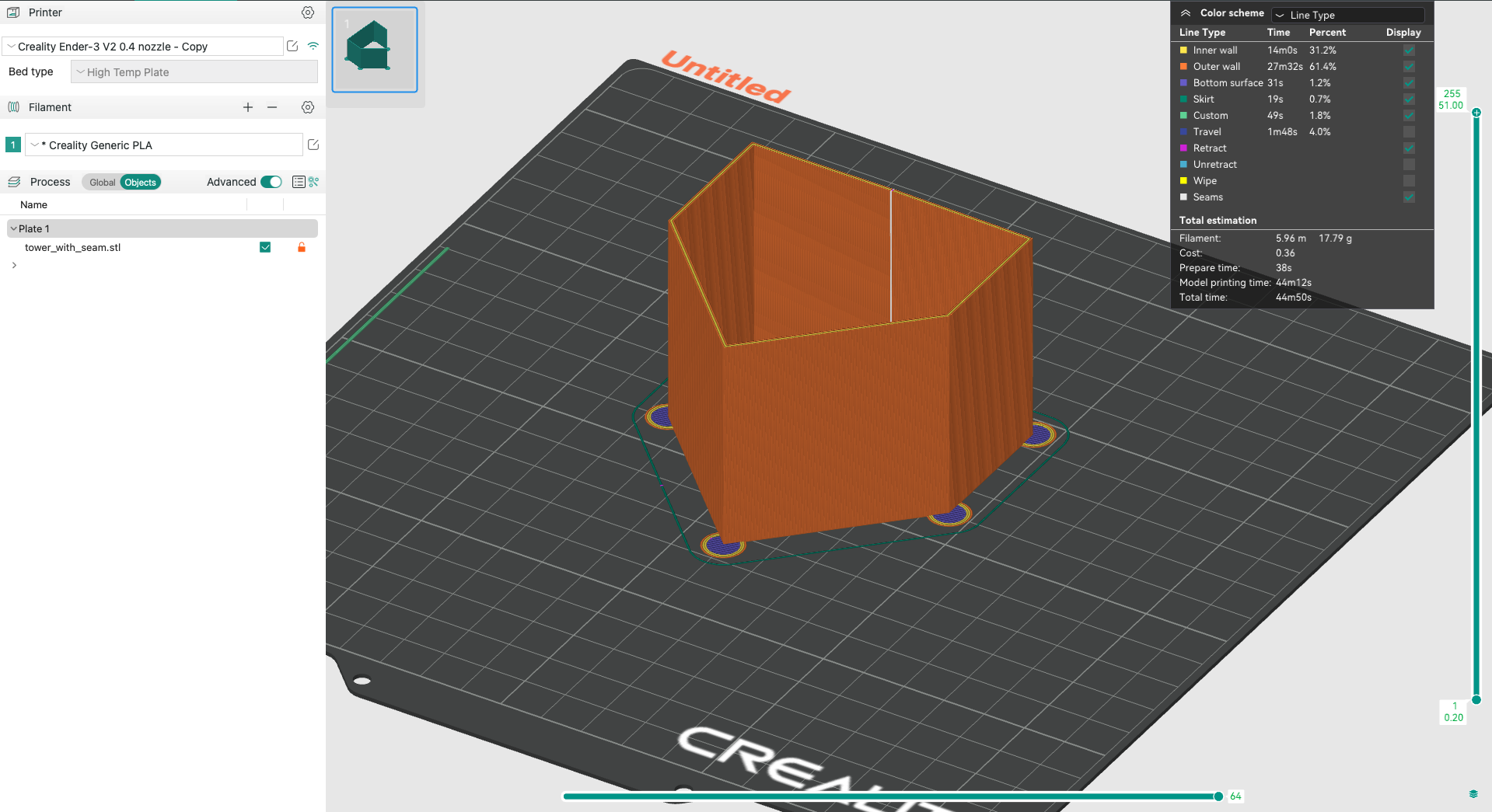
Ejecutar la prueba:
- Seleccione la impresora, el filamento y el proceso que desea usar para la prueba.
- Seleccione "Avance de presión" en el menú de calibración, elija "DDE" (extrusor de accionamiento directo) o Bowden y, a continuación, "Torre PA".
- Imprima la pieza de prueba.
Analizar los resultados
Examine cada esquina de la impresión y use un calibrador o una regla para determinar la altura que mejore los resultados. Busque la altura con las esquinas más precisas.
Para obtener información detallada y consejos de expertos sobre la calibración del avance de presión, disponemos de una guía completa. Puede leer el artículo completo en este enlace: Calibración del avance de presión.
Prueba de tolerancia de OrcaSlicer
¿Qué es? Esta prueba ayuda a determinar la capacidad de la impresora para reproducir detalles finos y tolerancias estrictas. La tolerancia en la impresión 3D es vital para la precisión y exactitud. Garantiza que las piezas encajen perfectamente, lo cual es fundamental al imprimir cualquier pieza que requiera ensamblaje.
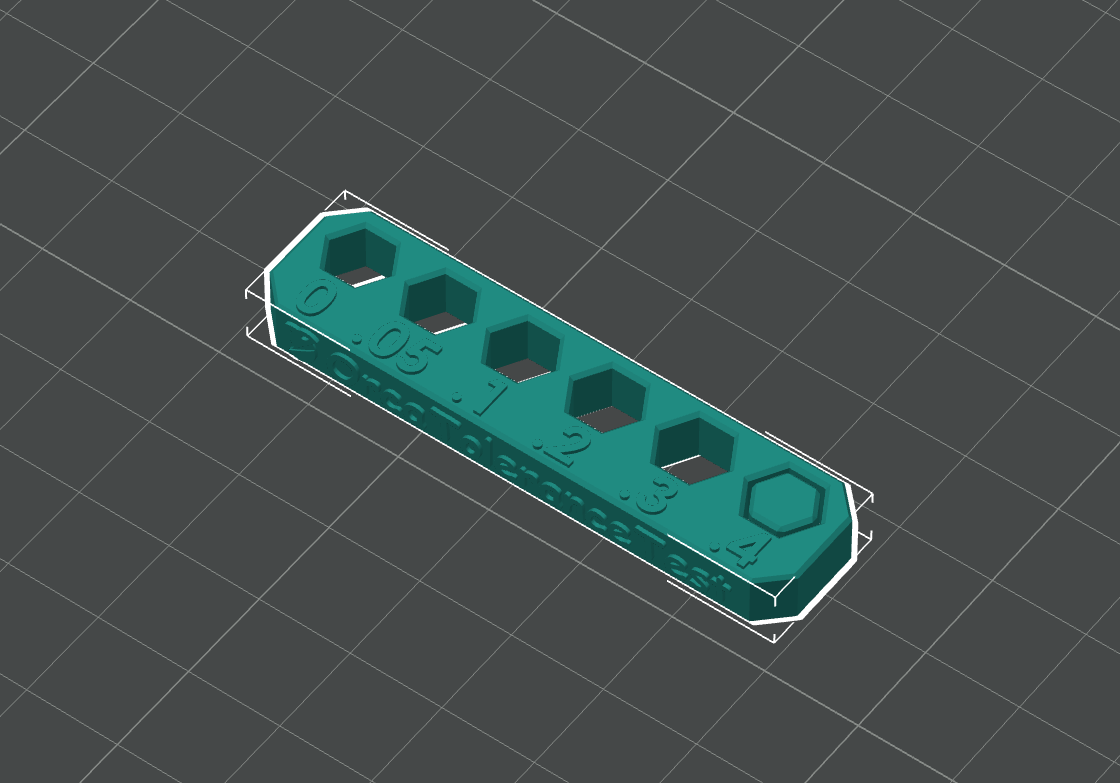
Pasos:
- Seleccione la impresora, el filamento y el proceso que desea utilizar para la prueba.
- Imprima el modelo de prueba de tolerancia proporcionado en OrcaSlicer.
Analizar los resultados
Después de imprimir, mida los espacios entre las distintas secciones del modelo para determinar las capacidades de tolerancia de la impresora.
Para comprender mejor y acceder a información más detallada sobre las pruebas de tolerancia, consulte nuestra guía completa. Siga este enlace para leer el artículo completo: Prueba de tolerancia.
Caudal máximo (volumétrico)
¿Qué es? La prueba de caudal máximo le ayuda a determinar el caudal máximo al que su impresora puede funcionar sin experimentar problemas como la subextrusión. Esto es importante para determinar la velocidad de impresión. Para obtener más información sobre la relación entre el caudal volumétrico y la velocidad, consulte Guía completa de ajuste de impresión de Andrew Ellis
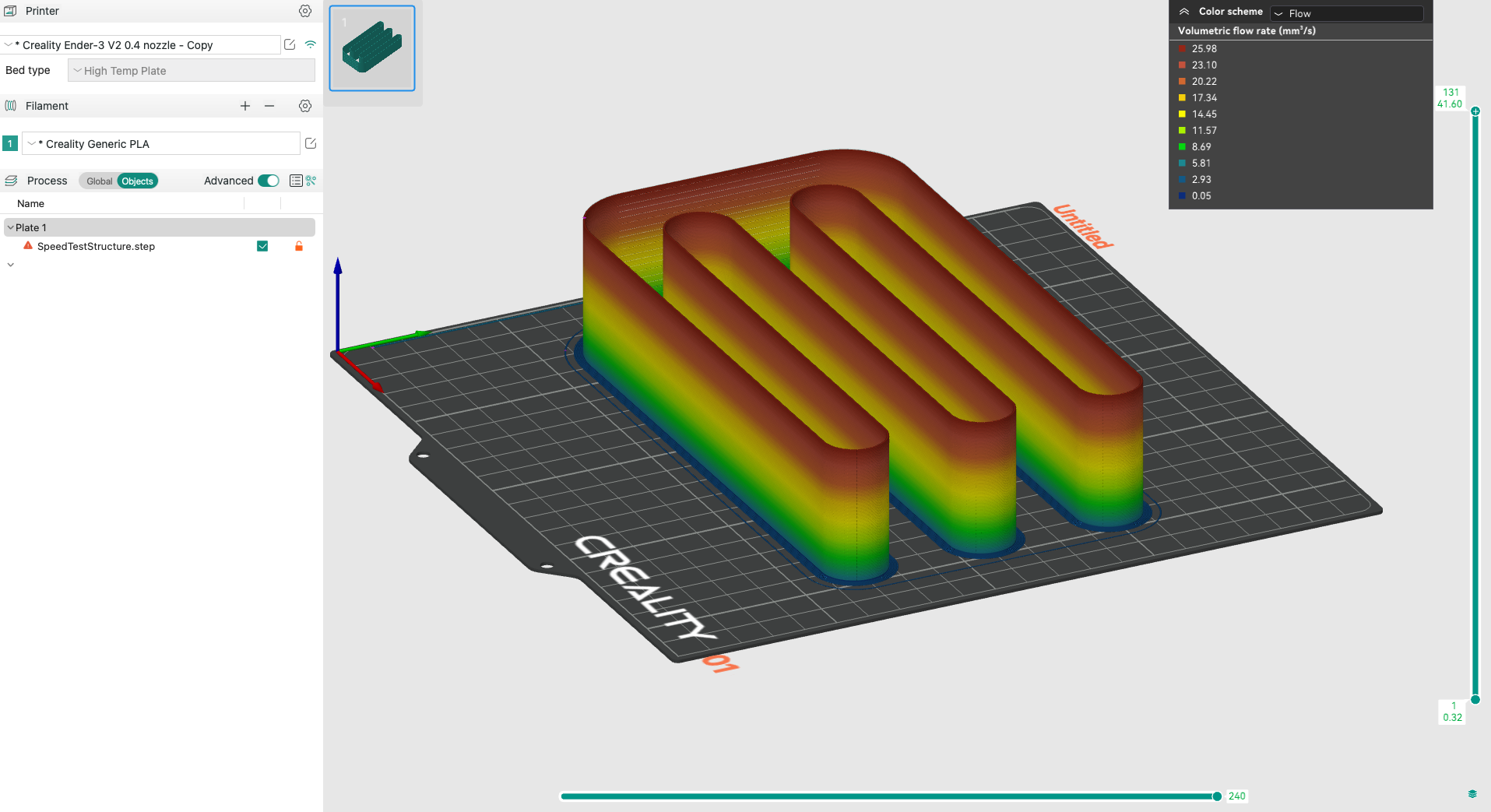
Pasos:
- En OrcaSlicer, seleccione el filamento y el tamaño de boquilla que esté utilizando. La prueba de caudal máximo se encuentra en la sección "Más" del menú "Calibración".
- Imprima el modelo de prueba de Caudal Máximo:
- Examine la impresión para detectar signos de subextrusión u otros problemas de calidad de impresión. El caudal al que aparezcan estos problemas por primera vez será su caudal máximo.
Para obtener datos más detallados e instrucciones paso a paso, visita nuestro artículo completo aquí: Prueba de velocidad volumétrica máxima.
Artefactos finos verticales (VFA)
¿Qué es? La prueba VFA ayuda a identificar cualquier defecto vertical en sus impresiones. Estos defectos pueden deberse a diversos factores, como problemas mecánicos con la impresora o una configuración incorrecta de la cortadora.
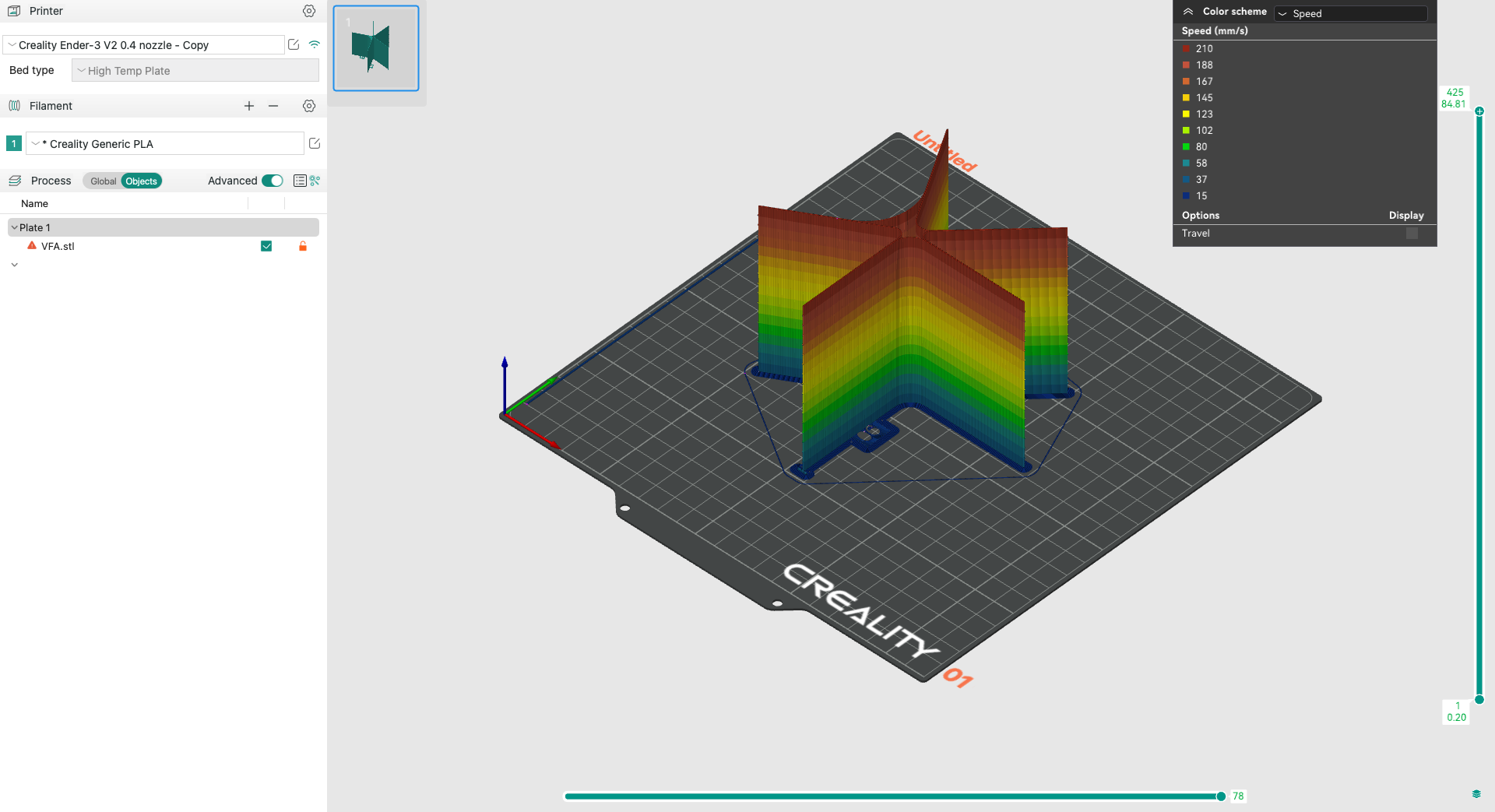
Pasos:
- Seleccione el modelo de prueba de artefactos verticales finos en OrcaSlicer.
- Ajuste la configuración de velocidad inicial y final: La velocidad más baja debe ser relativamente lenta y la velocidad final debe ser un valor que supere los límites máximos de lo que cree que la máquina puede hacer. Le sugerimos ser prudente, ya que siempre puede repetir la prueba con valores más altos. Utilizaremos la velocidad inicial predeterminada de 40 mm/s y la velocidad final de 200 mm/s.
- Elija el valor del paso: Usaremos el valor predeterminado de 10 mm/s.
- Imprima el modelo de prueba de artefactos verticales finos.

¿Cómo analizar los resultados?
- Examina las paredes verticales de la impresión para detectar pequeños artefactos o inconsistencias. Recuerda que comenzamos con 40 mm/s y subimos hasta 200 mm/s en incrementos de 10 mm/s.
- Elige el valor más suave y consistente como velocidad máxima de impresión. Si usas Firmware de Klipper y quieres que tu impresora 3D funcione más rápido sin sacrificar la calidad, prueba modelador de entrada de sintonización.
Si necesita más información, nuestra guía detallada está disponible aquí: Prueba de velocidad en OrcaSlicer (VFA).
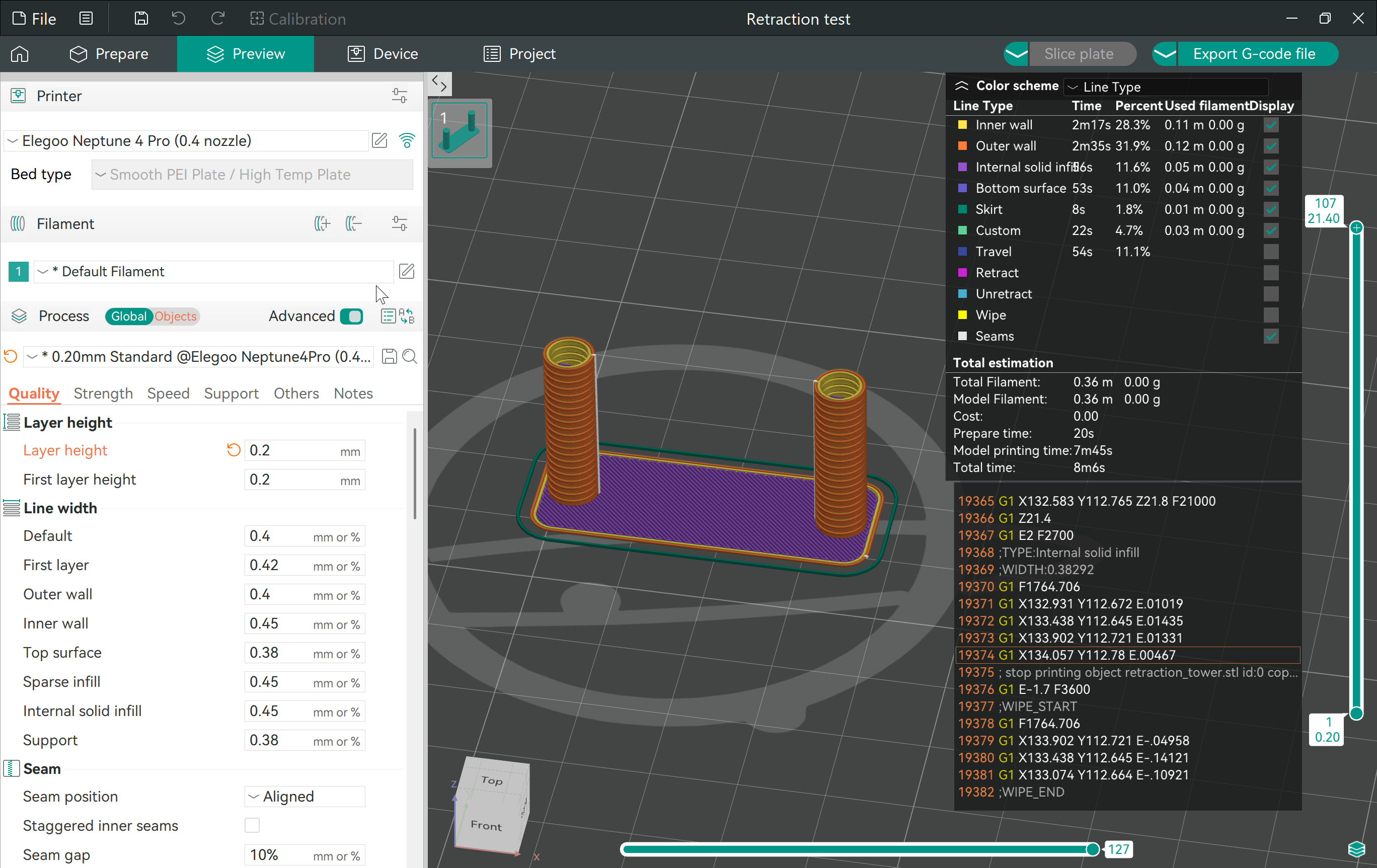
Prueba de retracción
¿Qué es?
La retracción se refiere a la cantidad de filamento que la impresora retrae físicamente de la boquilla cuando esta se desplaza de una zona a otra. El valor de retracción suele ser la distancia en milímetros que retrae el filamento. Las cortadoras suelen ofrecer opciones para la distancia y la velocidad de retracción.
¿Cuándo se debe realizar una prueba de retracción?
Generalmente, solo es necesario ajustarla si se presentan problemas de filamentos enredados al imprimir. Antes de ajustar la retracción, conviene asegurarse de que la temperatura esté ajustada y el filamento esté seco.
Pasos:
- Seleccione "Prueba de retracción" en el menú de calibración de Orca Slicer.
- Elija la retracción inicial y final: Use los valores predeterminados o revise la retracción configurada en el software de su cortadora 3D como referencia e introduzca valores superiores e inferiores a los valores configurados para la distancia de retracción. Deje el intervalo predeterminado de 0,2 mm.
- Imprima el modelo de prueba de retracción.
¿Cómo analizar los resultados?
Observa el modelo y encuentra la altura con la menor cantidad de hilos entre los dos postes de la torre usando un calibrador o una regla. Recuerda que el intervalo es de 0,2 mm por cada 1 mm del modelo. Una vez que encuentres la distancia de retracción óptima, configura este valor para el filamento que estés usando en OrcaSlicer.
Para obtener información más completa y pasos detallados, nuestro artículo aquí proporciona todo lo que necesita saber: Prueba de retracción.
Próximos pasos
Ahora que su impresora 3D está bien calibrada, instale Obico para OctoPrint o Obico para Klipper para mejorar su experiencia de impresión 3D con acceso remoto completo a la impresora 3D con la aplicación móvil y web de Obico, detección de fallas de IA y más.
Obico es un software de impresión 3D inteligente de código abierto totalmente compatible con OctoPrint y Klipper. Empieza a usar Obico gratis para obtener acceso instantáneo a:
Integración con OctoPrint, Mainsail y Fluidd:
Obico funciona bien con interfaces populares como Mainsail y Fluidd, lo que proporciona una forma sencilla de controlar su impresora 3D. Esta integración permite el acceso remoto a estas interfaces, lo que le permite gestionar sus tareas de impresión desde diferentes ubicaciones.
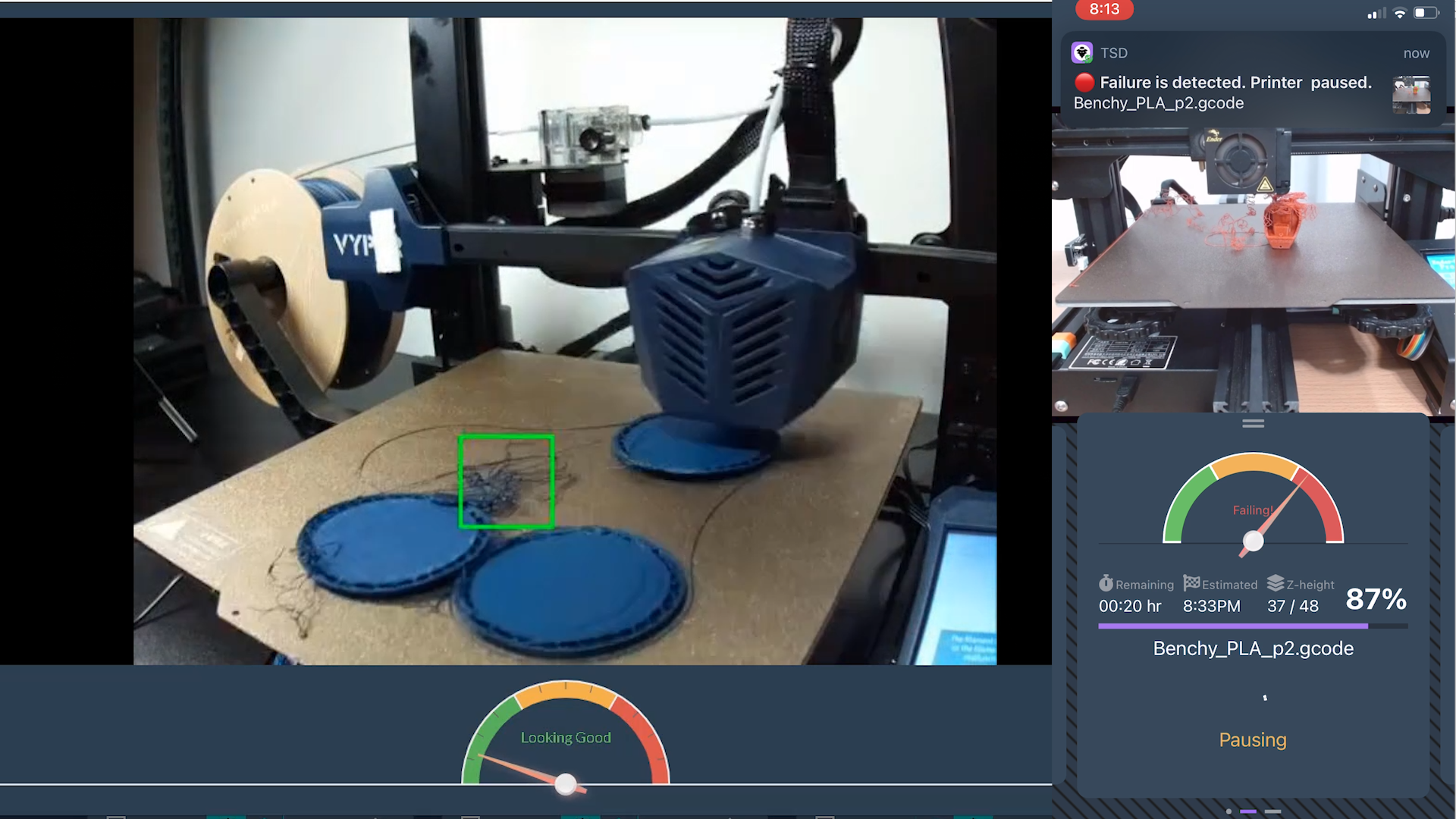
Detección de fallos impulsada por IA:
Obico fue el primer software en incluir un sistema de IA que monitorea tu impresora y te alerta sobre posibles problemas o fallos. Obtén mayor tranquilidad al prevenir errores de impresión y reducir el desperdicio de materiales.
Aplicaciones móviles:
Las aplicaciones móviles de Obico para iOS y Androide te mantienen conectado a tu impresora. Con estas aplicaciones, puedes iniciar, pausar y supervisar tus impresiones a distancia, lo que te ofrece comodidad y flexibilidad para gestionar tus proyectos de impresión. La aplicación de Obico también incluye muchas otras funciones, como historial y estadísticas de impresión, almacenamiento remoto de códigos G, transmisión en directo de la impresora y mucho más.

Notificaciones en tiempo real:
El software te mantiene al día con notificaciones sobre el estado de tu impresora y el progreso de tus trabajos. Estas actualizaciones se pueden recibir en varios dispositivos, lo que te garantiza estar siempre al tanto de tus impresiones en curso.
Vincula tu impresora a Obico en solo unos clics ¡gratis para comenzar!
Conclusión
Calibrar tu impresora 3D puede parecer una tarea ardua, sobre todo cuando estás deseando empezar a imprimir. Pero hacerlo bien es clave para obtener esas impresiones impecables que tanto nos encantan. Ahí es donde entra OrcaSlicer, que simplifica enormemente el proceso de calibración y lo hace mucho menos intimidante. Está repleto de herramientas intuitivas que te guían paso a paso para que puedas ajustar tu impresora sin agobios. Tanto si eres un experto en impresión como si te estás iniciando en el mundo de la impresión 3D, la intuitiva configuración de OrcaSlicer te ayuda a conseguir la configuración perfecta.
Se trata de obtener impresiones consistentes y de alta calidad, y OrcaSlicer hace un excelente trabajo para asegurar que dediques más tiempo a imprimir y menos a ajustar. Además, con sus instrucciones y comentarios claros, te convertirás en un experto en calibración enseguida, lo que garantiza que tu impresora siempre esté lista para imprimir impresiones impresionantes.
Also available in: Deutsch | English | Français | Italiano | Nederlands | Polski | Português | Русский